2021-07-16

еҜјиҜӯпјҡиҖҒж—§еҲ¶иҠҜжңәпјҲ8640 е°„иҠҜжңәпјүдёә 90 е№ҙд»Ји®ҫеӨҮжҺ§еҲ¶зі»з»ҹйҷҲж—§ж•…йҡңзҺҮй«ҳз»ҙдҝ®еӣ°йҡҫе·ҘиүәеҸӮж•°жҺ§еҲ¶дёҚиүҜиҙЁйҮҸдёҚзЁіе®ҡйҖҡиҝҮйҮҮз”Ёи§Ұж‘ёеұҸжҠҖжңҜеҚҮзә§ PLCдјҳеҢ–жҺ§еҲ¶зәҝи·Ҝе®һзҺ°иҖҒж—§еҲ¶иҠҜжңәз”өжҺ§зі»з»ҹеҚҮзә§ж”№йҖ жҸҗеҚҮз”ҹдә§ж•ҲзҺҮздҝқдә§е“ҒиҙЁйҮҸ
1 и°ғжҹҘгҖҒеҲҶжһҗ
1.1 еӯҳеңЁй—®йўҳ
еҲ¶иҠҜиҪҰй—ҙзҡ„дёҖеҸ° 8640 е°„иҠҜжңәпјҲи®ҫеӨҮзј–еҸ·пјҡ15#пјүдёәиӢҸе·һй“ёйҖ жңәжў°жңүйҷҗе…¬еҸёз”ҹдә§зҡ„еҲ¶иҠҜжңәпјҢдәҺ 1998 е№ҙжҠ•дә§пјҢиҮід»Ҡе·І 20 еӨҡе№ҙж—¶й—ҙпјҢдёәиҪҰй—ҙз”ҹдә§йҮҚиҰҒи®ҫеӨҮгҖӮи®ҫеӨҮеӯҳеңЁеҰӮдёӢй—®йўҳпјҡ
1пјүиҜҘи®ҫеӨҮзҡ„ж“ҚдҪңж–№ејҸдёәж“ҚдҪңеҸ°жҺ§еҲ¶пјҢе…ЁйғЁйҮҮз”ЁжҢүй’®ж“ҚдҪңпјҢж“ҚдҪңиҫғдёәз№ҒзҗҗпјҢдё”и®ҫеӨҮеҺҹи®ҫи®Ўж— зҠ¶жҖҒжҳҫзӨәгҖҒж— е·ҘиүәеҸӮж•°й”Ғе®ҡзӯүеҠҹиғҪпјҢж“ҚдҪңдёҚзӣҙи§ӮпјҢйҮҚиҰҒзҡ„е·ҘиүәеҸӮж•°ж— жі•еҸҜйқ е®һзҺ°е’ҢжҳҫзӨәгҖӮеҜ№з”ҹдә§ж•ҲзҺҮе’ҢиҙЁйҮҸжҺ§еҲ¶йҖ жҲҗдёҖе®ҡзҡ„йҡҫеәҰгҖӮ
2пјүз”ұдәҺи®ҫеӨҮдҪҝз”Ёе№ҙйҷҗиҫғй•ҝпјҢи®ҫеӨҮз”өж°”е…ғ件еҸҠзәҝи·ҜиҖҒеҢ–пјҢз”өж°”зі»з»ҹж•…йҡңиҫғеӨҡгҖӮиҜҘи®ҫеӨҮзҡ„жҺ§еҲ¶зі»з»ҹдҪҝз”Ёзҡ„жҳҜ PLC йӣҶдёӯжҺ§еҲ¶пјҢиҫ“е…Ҙиҫ“еҮәзӮ№дҪҚиҫғеӨҡпјҢеҮәзҺ°ж•…йҡңж—¶дёҚиғҪзӣҙи§ӮжҳҫзӨәпјҢйңҖиҰҒеҸӮз…§ PLCиҫ“е…Ҙиҫ“еҮәжҺҘзәҝеӣҫгҖҒжўҜеҪўеӣҫе’Ң PLC дёҠзҡ„жҢҮзӨәзҒҜпјҢйҖҗдёҖиҝӣиЎҢжҺ’жҹҘпјҢжІЎжңүзӣҙи§Ӯзҡ„йҖ»иҫ‘е…ізі»жҳҫзӨәпјҢе…ій”®зҡ„ж•…йҡңзӮ№дёҚе®№жҳ“пјҢеҶҚеҠ дёҠз»ҙдҝ®е·ҘжҠҖиғҪй«ҳдҪҺдёҚдёҖпјҢйҖ жҲҗж•…йҡңжҺ’жҹҘе’Ңз»ҙдҝ®ж—¶й—ҙиҫғй•ҝпјҢз»ҸеёёеҪұе“ҚжӯЈеёёз”ҹдә§пјҢи®ҫеӨҮз”ҹдә§ж•ҲзҺҮиҫғдҪҺгҖӮ
3пјүи®ҫеӨҮжҺ§еҲ¶ж ёеҝғдёә PLC жҺ§еҲ¶пјҢйҮҮз”Ёзҡ„жҳҜдёүиҸұ F1 иҖҒеһӢеҸҜзј–зЁӢжҺ§еҲ¶еҷЁпјҢзӣ®еүҚиҜҘ PLC е·Із»ҸеҒңдә§пјҢеёӮеңәдёҠе·Іж— еӨҮ件еҸҜз”ЁпјҢеӯҳеңЁдёҖж—Ұ PLC иҖҒеҢ–жҚҹеқҸеҗҺж— еӨҮ件еҸҜз”Ёзҡ„зӘҳеҶөгҖӮ
1.2 еҺҹеӣ еҲҶжһҗ
и®ҫеӨҮеӯҳеңЁд»ҘдёҠдёүж–№йқўй—®йўҳдё»иҰҒеҺҹеӣ еҸҜжҖ»з»“дёәпјҡ
1пјүи®ҫеӨҮдёәд№қеҚҒе№ҙд»Јдә§е“ҒпјҢиҮӘиә«зҡ„и®ҫи®Ўзјәйҷ·еҜјиҮҙи®ҫеӨҮж“ҚдҪңжҖ§дёҚиүҜпјҢдәәжңәдәӨдә’з•Ңйқўе·®пјҢж•…йҡңз»ҙдҝ®иҖ—ж—¶иҫғй•ҝгҖӮйҮҚиҰҒе·ҘиүәеҸӮж•°пјҲеҰӮпјҡе°„з Ӯж—¶й—ҙгҖҒеӣәеҢ–ж—¶й—ҙпјүж— жі•еҸҜи§ҶеҢ–жҳҫзӨәпјҢж“ҚдҪңиҖ…гҖҒз®ЎзҗҶиҖ…ж— жі•еҝ«йҖҹеҜ№е·Ҙиүәзҡ„жү§иЎҢиҝӣиЎҢжЈҖжҹҘзЎ®и®ӨпјҢеҠ еӨ§дәҶиҙЁйҮҸжҺ§еҲ¶йҡҫеәҰгҖӮ
2пјүи®ҫеӨҮжҠҖжңҜж°ҙе№ізҡ„дёҚж–ӯеҚҮзә§жҚўд»ЈпјҢзӣ®еүҚйҮҮз”Ёзҡ„иҖҒејҸ PLC е·ІдёәеёӮеңәж·ҳжұ°дә§е“ҒпјҢеӨҮд»¶ж— жі•еҮҶеӨҮпјҢеӯҳеңЁи®ҫеӨҮж•…йҡңеҗҺж— еӨҮ件еҸҜз”Ёзҡ„й—®йўҳгҖӮ
3пјүи®ҫеӨҮдҪҝз”Ёе№ҙйҷҗй•ҝпјҲ20 е№ҙпјүпјҢз”өж°”зі»з»ҹеӯҳеңЁиҖҒеҢ–зҺ°иұЎпјҢж•…йҡңйў‘з№ҒпјҢеҪұе“Қз”ҹдә§ж•ҲзҺҮпјҢдё”йғЁд»¶иҖҒеҢ–йҷҲж—§йҖ жҲҗи®ҫеӨҮеӨ–и§ӮеҪўиұЎдёҚиүҜгҖӮ
1.3 еҜ№зӯ–жҺӘж–Ҫ
йҖҡиҝҮзҺ°зҠ¶и°ғжҹҘе’ҢеҺҹеӣ еҲҶжһҗпјҢе…·дҪ“зҡ„еҜ№зӯ–жҺӘж–ҪеҰӮдёӢпјҡ
1пјүеҺҹи®ҫи®Ўзҡ„ж“ҚдҪңеҸ°е…ЁйғЁйҮҮз”ЁжҢүй’®жҺ§еҲ¶пјҢжҢүй’®жҺ§еҲ¶зҡ„й—®йўҳжҳҜпјҡзәҝи·ҜиҫғеӨҡгҖҒж“ҚдҪңйқўжқҝиҫғеӨ§гҖҒж“ҚдҪңеҸ°еҚ ең°йқўз§ҜеӨ§гҖӮй’ҲеҜ№жҢүй’®жҺ§еҲ¶еӯҳеңЁзҡ„й—®йўҳеҸҜеҲ©з”Ёзӣ®еүҚе…Ҳиҝӣзҡ„и§Ұж‘ёеұҸжҠҖжңҜпјҢз”Ёи§Ұж‘ёеұҸжӣҝд»ЈжҢүй’®ж“ҚдҪңгҖӮ
2пјүзі»з»ҹеҺҹжқҘзҡ„еҸҜзј–зЁӢжҺ§еҲ¶еҷЁпјҲPLCпјүдёәдёүиҸұF1зі»еҲ—дә§е“ҒпјҢдёә80е№ҙд»Јдә§е“ҒпјҢзӣ®еүҚе·Із»ҸеҒңдә§пјҢж— еӨҮ件еҸҜз”ЁгҖӮй’ҲеҜ№иҖҒеһӢдә§е“ҒеӯҳеңЁзҡ„й—®йўҳпјҢйңҖеҜ№PLC иҝӣиЎҢеҚҮзә§ж”№йҖ пјҢйҮҮз”ЁдёүиҸұйҖҡз”Ёзҡ„ FX2N зі»еҲ—дә§е“ҒпјҢеҚҮзә§жӣҝд»ЈиҖҒеһӢдә§е“ҒпјҢж №жң¬дёҠи§ЈеҶі PLC иҖҒеҢ–й—®йўҳгҖӮ
3пјүз”өжҺ§зі»з»ҹжҺ§еҲ¶зәҝи·ҜдҪҝз”Ё 20 еӨҡе№ҙпјҢзәҝи·ҜиҖҒеҢ–з ҙжҚҹй—®йўҳдёҘйҮҚпјҢжҺ§еҲ¶жҹңгҖҒж“ҚдҪңз®ұзәҝи·ҜеҮҢд№ұгҖӮеҜ№и®ҫеӨҮжҺ§еҲ¶зәҝи·ҜпјҲеҗ« PLC жҺ§еҲ¶зәҝи·ҜгҖҒеҠ зғӯжҺ§еҲ¶зәҝи·ҜгҖҒз”өзЈҒйҳҖжҺҘиҝ‘ејҖе…ізәҝи·Ҝпјүе…ЁйғЁиҝӣиЎҢжӣҙжҚўпјҢдјҳеҢ–ж”№иҝӣйғЁеҲҶдёҚеҗҲзҗҶгҖҒж•…йҡңйӣҶдёӯзҡ„йғЁдҪҚпјҲеҰӮеҠ зғӯжё©жҺ§зәҝи·ҜгҖҒз”өзЈҒйҳҖзәҝи·ҜпјүгҖӮ
4пјүйҖҡиҝҮеўһи®ҫи§Ұж‘ёеұҸе’Ңж”№иҝӣ PLCпјҢз”өжҺ§зі»з»ҹ硬件еҚҮзә§еҗҺпјҢеҶҚе®Ңе–„еҚҮзә§и§Ұж‘ёеұҸеҸҠ PLC зӣёе…ізҡ„иҪҜ件еҠҹиғҪпјҢеўһеҠ и®ҫеӨҮзҠ¶жҖҒзҺ°зҠ¶гҖҒе·ҘиүәеҸӮж•°и®ҫзҪ®гҖҒж•…йҡңжҸҗзӨәеҸҠжүӢеҠЁж“ҚдҪңзӯүеҠҹиғҪпјҢе®Ңе–„и®ҫеӨҮеҠҹиғҪгҖӮ

2 еӨҮ件йҖүеһӢжҠҖжңҜеҲҶжһҗ
2.1 и§Ұж‘ёеұҸзҡ„йҖүжӢ©
зӣ®еүҚеёӮйқўдёҠзҡ„и§Ұж‘ёеұҸеҸҜйҖүиҫғеӨҡпјҢеҜ№еҗ„з§Қи§Ұж‘ёеұҸдҪңеҰӮдёӢжҜ”иҫғпјҡв‘ҙгҖҒиҘҝй—Ёеӯҗи§Ұж‘ёеұҸдёәеёӮеңәдёҠзҡ„й«ҳз«Ҝдә§е“ҒпјҢеұҸжҳҫеҲҶиҫЁзҺҮй«ҳгҖҒдҪҶе…¶еҜ№зј–зЁӢеҷЁзҡ„й…ҚзҪ®е’Ңзі»з»ҹиҪҜ件иҰҒжұӮиҫғй«ҳпјҢд»·ж јиҫғй«ҳгҖӮв‘өгҖҒдҪҺз«Ҝзҡ„дә§е“Ғдёәз»ҙзә¶йҖҡгҖҒжҳҶд»‘зӯүзі»еҲ—дә§е“ҒпјҢд»·ж јдҪҺгҖҒзј–зЁӢж–№дҫҝдҪҶе…¶зі»з»ҹзҡ„е…је®№жҖ§е’ҢзЁіе®ҡжҖ§дёҖиҲ¬гҖӮ⑶гҖҒдёӯз«Ҝдә§е“ҒдёәдёүиҸұгҖҒ欧е§Ҷйҫҷзі»еҲ—дә§е“ҒпјҢе…¶жҖ§д»·жҜ”иҫғй«ҳпјҢиҖғиҷ‘еҲ°и®ҫеӨҮзҡ„ PLC д№ҹдёәдёүиҸұзҡ„жҺ§еҲ¶зі»з»ҹпјҢд»Һе…је®№жҖ§е’ҢзЁіе®ҡжҖ§ж–№йқўиҖғиҷ‘пјҢжң¬ж¬Ўж”№йҖ йҖүз”ЁдёүиҸұзҡ„и§Ұж‘ёеұҸпјҢжңҖз»Ҳз»јеҗҲиҖғиҷ‘пјҢйҖүз”ЁдәҶдёүиҸұзҡ„ GS2110-WTBD еһӢи§Ұж‘ёеұҸпјҲ10 еҜёеұҸпјүгҖӮ
2.2 еҸҜзј–зЁӢжҺ§еҲ¶еҷЁзҡ„йҖүжӢ©
и®ҫеӨҮеҺҹзі»з»ҹйҮҮз”Ёзҡ„дёүиҸұ F1 зі»еҲ— PLC зі»з»ҹпјҢдё»иҰҒй…ҚзҪ®дёәпјҡ1 еҸ° F1-80MR еһӢзҡ„ PLCпјҢ2 еҸ°F1-16EX еһӢзҡ„иҫ“е…Ҙжү©еұ•жЁЎеқ—пјҢ1 еҸ° F1-8EYR иҫ“еҮәжЁЎеқ—гҖӮжң¬йЎ№зӣ®иҖғиҷ‘еҜ№зі»з»ҹиҝӣиЎҢеҚҮзә§ж”№йҖ пјҢдёәдҝқиҜҒиҝҗиЎҢзҡ„зЁіе®ҡжҖ§е’ҢеҗҺжңҹз»ҙдҝ®ж–№дҫҝжҖ§гҖҒйҖҡз”ЁжҖ§пјҢPLC зі»з»ҹйҮҮз”ЁдёүиҸұдё»жөҒзҡ„ FX2N зі»еҲ—дә§е“ҒпјҢйҮҮз”Ё1 еҸ° FX2N-80MR еһӢ PLCпјҢ2 еҸ° FX2N-16EX еһӢзҡ„иҫ“е…Ҙжү©еұ•жЁЎеқ—пјҢ1 еҸ° FX2N-8EYR иҫ“еҮәжЁЎеқ—гҖӮ
2.3 е…¶д»–
в‘ҙ иҪҜ件пјҡ硬件и®ҫж–ҪеҮҶеӨҮеҲ°дҪҚеҗҺпјҢйңҖеҮҶеӨҮзӣёеә”зҡ„иҪҜ件иҝӣиЎҢзј–зЁӢгҖҒзі»з»ҹз»„жҖҒгҖҒиҫ“е…ҘзЁӢеәҸгҖҒи°ғиҜ•иҪҜ件гҖӮPLC зі»з»ҹйңҖеҮҶеӨҮзҡ„иҪҜ件дёәпјҡдёүиҸұ GX DeveloperпјҲ7.3 зүҲд»ҘдёҠпјүгҖӮи§Ұж‘ёеұҸзі»з»ҹйңҖеҮҶеӨҮзҡ„иҪҜ件дёәпјҡGT Designer3 з»„жҖҒиҪҜ件гҖӮ
в‘ө зәҝзјҶпјҡжҺ§еҲ¶зәҝзјҶгҖҒиҖҗзғӯзәҝзјҶгҖҒзј–зЁӢеҷЁиҝһжҺҘзәҝзјҶзӯүгҖӮ
3 е®һж–ҪиҝҮзЁӢд»Ӣз»Қ
2.1 и®ҫи®Ўйҳ¶ж®ө
1пјүеҜ№з”өжҺ§зі»з»ҹйҮҚж–°иҝӣиЎҢи®ҫи®ЎпјҢз»ҳеҲ¶з”өж°”жҺ§еҲ¶еҺҹзҗҶеӣҫгҖҒжҺҘзәҝеӣҫгҖӮ
2пјүи§Ұж‘ёеұҸз»„жҖҒеҮҶеӨҮпјҢи®ҫи®ЎдәәжңәдәӨдә’з•ҢйқўгҖӮ
2.2 е®һж–Ҫйҳ¶ж®ө
1пјү硬件е®үиЈ…
пјҲ1пјүжӢҶйҷӨеҺҹжқҘйҷҲж—§зҡ„жҢүй’®ж“ҚдҪңеҸ°пјҢж–°еҲ¶дҪңдёҖеҸ°и§Ұж‘ёеұҸж“ҚдҪңеҸ°пјҢж“ҚдҪңеҸ°дёҠи®ҫзҪ®еҹәжң¬зҡ„еҗҜеҠЁгҖҒеҒңжӯўгҖҒйҖүжӢ©гҖҒзҙ§жҖҘејҖе…іе’ҢжҢҮзӨәзҒҜж–№дҫҝж“ҚдҪңпјҢе®үиЈ…дёҖеҸ°дёүиҸұ 10 еҜёи§Ұж‘ёеұҸгҖӮ
пјҲ2пјүжӢҶйҷӨеҺҹжқҘиҖҒеҢ–зҡ„PLCжҺ§еҲ¶еҷЁпјҲеҗ«дё»жңәгҖҒиҫ“е…Ҙиҫ“еҮәжЁЎеқ—пјүпјҢе°Ҷж–°еһӢзҡ„дёүиҸұ PLC жҺ§еҲ¶еҷЁе®үиЈ…еҲ°дҪҚгҖӮ
пјҲ3пјүжӢҶйҷӨеҺҹжқҘиҖҒеҢ–зҡ„зәҝи·ҜпјҢжҢүз…§жҺ§еҲ¶еҺҹзҗҶеӣҫе’ҢжҺҘзәҝеӣҫпјҢйҮҚж–°иҝӣиЎҢй“әи®ҫзәҝи·ҜгҖҒжҺҘзәҝгҖҒе®үиЈ…з”өеҷЁе…ғ件пјҲж–ӯи·ҜеҷЁгҖҒжҺҘи§ҰеҷЁзӯүпјүгҖӮеҰӮеӣҫпјҡ

2пјүиҪҜ件зЁӢеәҸзҡ„зј–еҲ¶гҖҒи°ғиҜ•
пјҲ1пјүеҲ©з”Ёи§Ұж‘ёеұҸз»„жҖҒиҪҜ件и®ҫи®ЎеҲ¶дҪңдәәжңәдәӨдә’з•ҢйқўпјҢдәӨдә’з•ҢйқўеҢ…еҗ«пјҡи®ҫеӨҮзҠ¶жҖҒжҳҫзӨәзӘ—еҸЈпјҢжүӢеҠЁж“ҚдҪңзӘ—еҸЈгҖҒе·ҘиүәеҸӮж•°и®ҫзҪ®зӘ—еҸЈе’Ңж•…йҡңжҸҗзӨәзӘ—еҸЈпјҢжң¬зі»з»ҹдёә 4 еҲҶеұҸпјҢејҖжңәеҗҺиҮӘеҠЁиҝӣе…ҘзҠ¶жҖҒз•ҢйқўгҖӮеҰӮдёӢеӣҫпјҡ

пјҲ2пјүPLC жҺ§еҲ¶зЁӢеәҸзј–еҲ¶
з”ұдәҺеҺҹжқҘзҡ„ PLC дёәиҖҒеһӢзҡ„ F1 дә§е“ҒпјҢж— з”өи„‘зј–зЁӢеҷЁиҝһжҺҘз«ҜеҸЈпјҢзЁӢеәҸж— жі•йҖҡиҝҮз”өи„‘дёҠдј пјҢеҸӘиғҪйҮҚж–°еҜ№и®ҫеӨҮзҡ„жҺ§еҲ¶зЁӢеәҸйҮҚж–°иҝӣиЎҢи®ҫи®Ўзј–еҲ¶гҖӮйҮҮз”ЁдёүиҸұ GX Developer7.3 иҪҜ件пјҢзј–еҲ¶и®ҫеӨҮжўҜеҪўеӣҫзЁӢеәҸпјҢеңЁзЁӢеәҸдёӯйў„з•ҷи§Ұж‘ёеұҸдҪҝз”Ёзҡ„еҸҳйҮҸпјҢеҜ№зЁӢеәҸиҝӣиЎҢзј–иҜ‘еҗҺдј е…Ҙ PLC жҺ§еҲ¶еҷЁгҖӮ
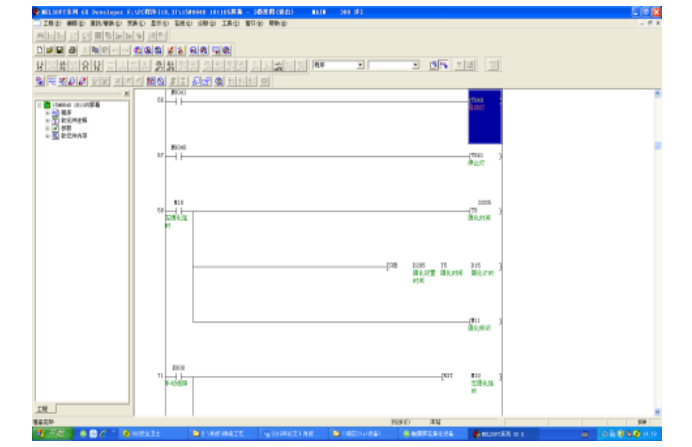
GX Developer7.3 зј–зЁӢжҲӘеӣҫ
⑶ PLC дёҺи§Ұж‘ёеұҸзҡ„иҝһжҺҘйҖҡи®Ҝ
AгҖҒжү“ејҖи§Ұж‘ёеұҸз»„жҖҒиҪҜ件пјҢеңЁе·ҘзЁӢи®ҫзҪ®ж Ҹдёӯи®ҫзҪ® PLC дёә FX2N еһӢпјҢеҜ№еә”зЁӢеәҸдёӯйў„з•ҷзҡ„еҸҳйҮҸиЎЁпјҢеңЁи§Ұж‘ёеұҸдёҠи®ҫзҪ®еҘҪзӣёеә”зҡ„жҺ§еҲ¶еҠҹиғҪе’ҢжҳҫзӨәж•°жҚ®жқҘжәҗпјҲиҜ»еҸ– PLC жҺ§еҲ¶еҷЁеҶ…йғЁи®Ўж—¶еҷЁж•°жҚ®пјүгҖӮBгҖҒз”Ёдё“з”Ёж•°жҚ®зәҝе°Ҷ PLC жҺ§еҲ¶еҷЁдёҺи§Ұж‘ёеұҸиҝһжҺҘпјҢе°Ҷи§Ұж‘ёеұҸжҺҘе…Ҙ DC24V з”өжәҗгҖӮ
2.3 硬件гҖҒиҪҜ件е®үиЈ…е®ҢжҲҗеҗҺйҖҡз”өиҜ•жңәиҝҗиЎҢгҖҒи°ғиҜ•
и°ғиҜ•иҝҮзЁӢдёәпјҡжүӢеҠЁи°ғиҜ•еҚ•дёӘеҠЁдҪңпјҢжүӢеҠЁи°ғиҜ•еҠ зғӯпјҢиҮӘеҠЁз©әиҝҗиЎҢпјҲдёҚеҗ«е°„з ӮеӣәеҢ–пјүпјҢиҮӘеҠЁеҚ•е‘ЁиҝҗиЎҢпјҢиҮӘеҠЁеёҰжЁЎе…·иҝһз»ӯиҝҗиЎҢгҖӮ
4 ж•ҲжһңгҖҒжҖ»з»“
з»ҸиҝҮиҝһз»ӯз”ҹдә§йӘҢиҜҒпјҢи®ҫеӨҮз”өжҺ§зі»з»ҹеҚҮзә§ж”№йҖ пјҢиҫҫеҲ°йў„жңҹзӣ®зҡ„пјҢи®ҫеӨҮз”өжҺ§зі»з»ҹз„•еҸ‘вҖңйқ’жҳҘвҖқпјҢдё»иҰҒдҪ“зҺ°еңЁпјҡ
1пјүйҮҮз”Ёи§Ұж‘ёеұҸж“ҚдҪңзӣҙи§ӮгҖҒз®ҖжҚ·гҖҒж–№дҫҝпјҢи§Ұж‘ёеұҸ规иҢғгҖҒзҫҺи§ӮгҖӮ
2пјүи®ҫеӨҮиғҪиҮӘеҠЁеҸҜйқ иҝҗиЎҢпјҢе·ҘиүәеҸӮж•°иҮӘеҠЁжү§иЎҢгҖҒжҳҫзӨәпјҢеҸҜйқ дҝқиҜҒдәҶе·ҘиүәпјҢзЎ®дҝқдәҶиҙЁйҮҸпјҢжҸҗй«ҳдәҶж•ҲзҺҮпјҢз»ҸжҜ”иҫғпјҢз”ҹдә§ж•ҲзҺҮжҸҗй«ҳдәҶзәҰ 10%гҖӮ
3пјүж•ҙж”№дәҶзәҝи·ҜпјҢж•…йҡңеҒңжңәзҺҮеӨ§еӨ§йҷҚдҪҺгҖӮи§Ұж‘ёеұҸеўһеҠ дәҶзҠ¶жҖҒжҳҫзӨәгҖҒж•…йҡңжҸҗзӨәеҠҹиғҪпјҢж–№дҫҝз»ҙдҝ®дәәе‘ҳеҝ«йҖҹжҹҘжүҫж•…йҡңпјҢжҸҗй«ҳз»ҙдҝ®ж•ҲзҺҮгҖӮ
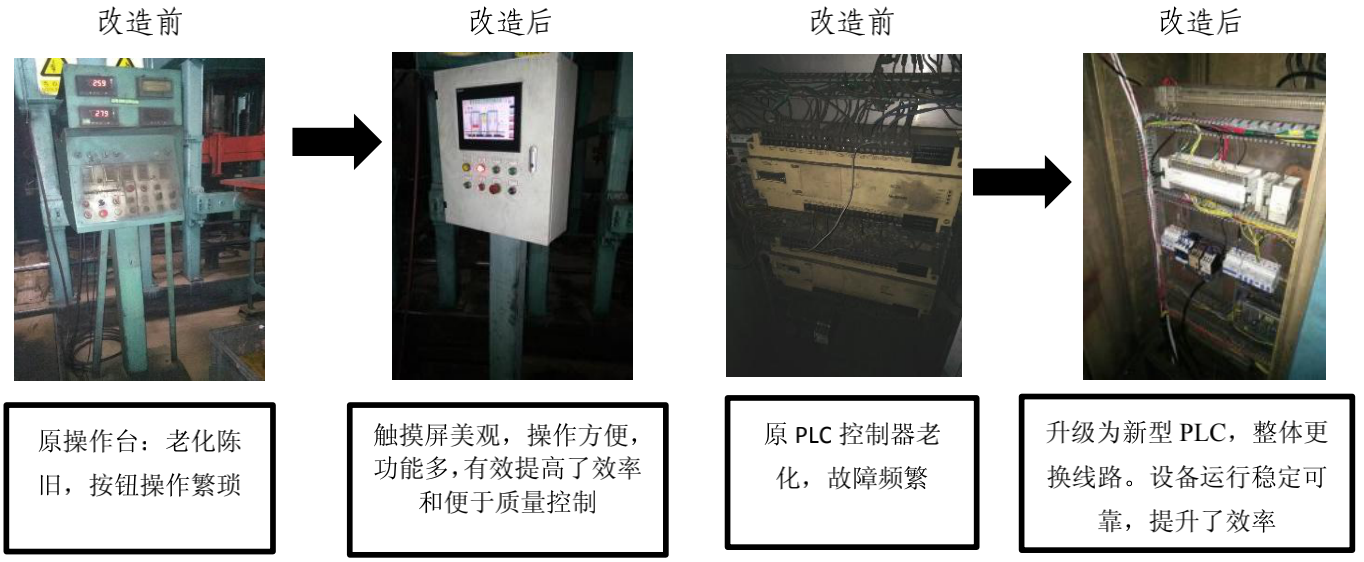
ж”№йҖ еүҚеҗҺеҜ№жҜ”
жң¬ж¬Ўи®ҫеӨҮж”№йҖ пјҢжҳҜдёҖж¬Ўд»Ҙе·ұдёәдё»пјҢеҲ©з”Ёж–°жҠҖжңҜгҖҒж–°иЈ…еӨҮиҝӣиЎҢзҡ„дёҖж¬ЎеҲӣж–°йЎ№зӣ®пјҢеңЁжҸҗй«ҳз”ҹдә§ж•ҲзҺҮгҖҒдҝқиҜҒиҙЁйҮҸпјҢиҠӮиғҪеҮҸжҺ’зӯүж–№йқўеҸ–еҫ—дәҶиҫғеҘҪзҡ„ж•ҲжһңгҖӮ
зӣ®еүҚпјҢй“ёйҖ е·ҘеҺӮи®ҫеӨҮиҖҒж—§зҺ°иұЎжҷ®йҒҚеӯҳеңЁпјҢеңЁжҖ»з»“жң¬ж¬ЎеҚҮзә§ж”№йҖ жҲҗеҠҹз»ҸйӘҢеҹәзЎҖдёҠпјҢ继з»ӯеҜ№е…¶е®ғиҖҒж—§и®ҫеӨҮе®һж–ҪжҠҖжңҜж”№иҝӣпјҢе……еҲҶеҲ©з”ЁзҺ°жңүиө„жәҗе’ҢжҠҖжңҜпјҢеҠӘеҠӣдҪҝи®ҫеӨҮз„•еҸ‘йқ’жҳҘпјҢдёәе…¬еҸёиҠӮзәҰж”№йҖ гҖҒз»ҙдҝ®гҖҒз»ҙжҠӨиҙ№з”ЁпјҢеҠӘеҠӣжҸҗй«ҳи®ҫеӨҮиҝҗиЎҢж•ҲзҺҮпјҢдҝқиҜҒдә§е“ҒиҙЁйҮҸгҖӮ
еҺҹж–ҮеҲҠиҪҪдәҺгҖҠ2019 йҮҚеәҶеёӮй“ёйҖ е№ҙдјҡи®әж–ҮйӣҶгҖӢ йҮҚеәҶеәҶй“ғй“ёйҖ жңүйҷҗе…¬еҸё иӮ–жіў дҪ•еӢҮ
жң¬ж–ҮжқҘжәҗдәҺзҪ‘з»ңпјҢжң¬зқҖеӯҰд№ дәӨжөҒзҡ„зӣ®зҡ„иҝӣиЎҢиҪ¬иҪҪпјҢе·Іж ҮжіЁеҺҹе§ӢдҪңиҖ…е’ҢеҮәеӨ„пјҢеҰӮеӯҳеңЁејӮи®®пјҢиҜ·иҒ”зі»editor@xingongye.cnгҖӮеҰӮжӮЁеҜ№еҶ…е®№жңүз–‘й—®пјҢиҜ·е‘Ҡд№ӢпјҢд»ҘдҫҝжҲ‘们еҸҠж—¶еӨ„зҗҶгҖӮ
жҡӮж— иҜ„и®ә,зӯүдҪ жҠўжІҷеҸ‘

еҜ№иҜқдҫҜеә·йҖүпјҡ д»ҺвҖңжҠўдҝ®вҖқеҲ°вҖңйў„йҳІвҖқпјҢжҷәиғҪITиҝҗз»ҙзҡ„жӯЈзЎ®жү“ејҖж–№ејҸ

дёӯе°ҸдјҒдёҡж•°еӯ—еҢ–иҪ¬еһӢжЎҶжһ¶дёҺжҖ»и·Ҝзәҝеӣҫ


