
导语:本文通过对汽车发动机行业发展现状的分析结合大乘汽车集团在汽车发动机数字化工厂建设方面的实践探索数字化工厂在汽车发动机企业的应用模式提出以制造执行系统产品生命周期系统和企业资源管理系统为核心的信息化系统平台集成方案
在全球能源消耗、环境污染和气候变化日趋严峻的形势下,开始了新一轮科技和产业变革,全球汽车工业正在经历前所未有的全面重构。虽然中国汽车产业已经连续10年产销量世界第一,但自2018年7月份开始,增速出现28年来首次负增长。根据中汽协报告显示,进入2019年,自主品牌销量份额屡屡跌破40%的红线,7月份再次跌入低谷,自主品牌乘用车市场份额低至36.2%,也是连续4个月低于40%。固然有合资品牌价格区间的不断下探,实施“降维打击”的原因,但面对国六排放标准的提前实施,自主品牌在发动机技术等节能减排核心技术领域均表现出和国际车企的巨大差距。在智能化、数字化与工业化不断深度融合的时代背景下,打造面向智能制造的车载发动机数字化工厂,将是实现国产发动机产业升级和跨越式发展的强大助力,也是夯实产业基础,打造新型核心竞争力的必由之路。
行业发展现状
虽然近10年国产汽车发动机技术有了突飞猛进的发展,自动化、数字化转型也已经取得一定的成效,但整体产业智能化建设水平还过于薄弱,主要体现在如下几个方面。
1. 工厂顶层规划能力不足
受制于企业高层对数字化工厂的认识水平和重视程度,许多发动机企业在建厂之初通常按照传统的建厂思路,从软件和硬件的角度考虑数字化工厂的开发建设,通过对外部供应商所提供解决方案的评估来决定系统搭建模式,自下而上形成决策,处处尖端而整体平庸,缺乏整体性的战略规划。
2. 系统集成整合能力不足
很多企业在某些特定领域已经建成了单点系统,但受制于系统集成思路和管理水平,各系统局限于自身的业务体系内施行,没有从整个企业平台上实现业务流和信息流的整合打通。
3. 核心目标能力设定不明确
数字化工厂建设是要通过系统集成打造企业所需的核心能力,从组织、人才、流程和技术四个战略维度,结合企业的发展战略和整体经营目标,打造企业所需的核心竞争力,而不是要打造对外展示的形象窗口,目前国内很多系统均缺乏实用性。
企业对数字化工厂的探索与实践
1. 建设思路
适应未来发展需要的汽车发动机数字化工厂应具备“绿色、透明、高效、智能”的特点。
(1)绿色 打造新型绿色工厂,致力于推动低碳高效发动机的研发推广。
(2)透明 打造透明的数字工厂,实现生产、运营、销售及服务全面透明化,使工厂始终处于自我提升优化的进程中,通过业务流和数据流的不同组合,能够打造明显的企业优势。
(3)高效 通过生产资源、现场数据,快速应对生产现场的紧急状况,保证整体生产运营的高效高质,具备全流程生产管控、产能平衡与稳定生产能力。
(4)智能 具备统一的数字化智能制造平台,各类信息系统、智能装备实现无缝对接,经过自主运算、分析、控制,在财务、研发、生产、销售及供应链等实现全面智能数字化经营。
本文将结合大乘汽车集团发动机工厂在数字化工厂建设方面的实践,探索数字化工厂的应用模式。
2. 总体方案设计
大乘汽车发动机数字化工厂主要是通过工业互联网,建立了数字化产品设计平台、数字化经营管理平台、数字化生产制造管理平台、数字化智能制造生产线和数字化物流配送与仓储系统平台,通过一体化、多平台工业互联网的构建,实现以制造执行系统(MES)、产品生命周期系统(PLM)、企业资源管理系统(ERP)为核心的信息化系统群高效协同集成。重点打造发动机产品全生命周期管理能力、全流程生产管控能力、产能平衡与稳定生产能力、供应链协同管控能力、高效库存控制能力及标准成本控制能力等多项核心竞争力(见图1)。

图1 系统总体架构
1)通过MES与PLM、ERP、零件智能分拣系统(SPS)、经销商管理系统(DMS)、人力资源管理系统(GHR)、智能仓储物流系统、自动化生产装备及自动化检测仪表集成等,打造发动机全流程生产管控能力、产能平衡与稳定生产能力和高效库存控制能力。
2)通过PLM系统与ERP、CAD、CATIA及CAE等设计仿真软件的集成,打造发动机产品全生命周期管理能力。
3)通过ERP与PLM、MES、SPS、DMS及供应商协同平台(LES)等系统集成,打造企业供应链协同管控能力和标准成本控制能力。
数字化工厂实施方案
1. 数字化产品设计平台
产品研发设计数字化是以产品生命周期管理平台PLM为核心,集成CAD、CAE、CAM及CATIA等设计资源,并与ERP打通,打造的以项目管理主导的产品设计、工艺管理、质量管理、三维仿真为一体的数字化设计管理平台,实现研发和设计的无缝衔接(见图2)。

图2 数字化产品设计平台架构
数字化产品设计系统以PLM为核心,引入了快速设计模块,根据各种技术要求、设计说明、材料信息以及各结构之间的相对位置,利用多种设计、分析、验证及模拟仿真的技术,对所需进行设计的零件进行仿真和分析,使其能够满足设计需求,并在此基础上实现产品数字化三维设计。同时根据装备及工艺要求,利用CAE等相关技术,进行产品工艺的设计、仿真及优化。利用CAM、CAE等产品虚拟加工及仿真技术,实现产品虚拟制造及智能管控,最终搭建集产品数字化三维设计、工艺数字化仿真及优化、产品虚拟加工等为一体的数字化产品设计系统。主要功能模块组成如下:
(1)产品设计模块化、参数化 通过CAD与PLM系统集成,设图1 系统总体架构 计人员可以将本机CAD设计图样等数据直接上传至PLM系统并与其产品物料相关联,实现物料的电子化签审和产品参数化、模块化集中管理,有效管控了零部件的重用、借用和产品的架构,实现了产品的EBOM快速搭建。
(2)产品设计过程与模拟仿真集成 通过CAE和PLM系统的深度集成,利用CAE软件,对设计产品关键零部件及产品整体做不同类型的有限元分析,工程师可以修改结构参数,经过计算就能直观地判断和分析各零部件是否满足受力和实际工况要求,并实现零部件和整体结构的优化。
(3)工艺设计一体化 通过将设计EBOM等数据在PLM系统中直接转化为MBOM等工艺数据,实现产品的设计工艺一体化;工艺数据可以从设计数据直接转化,实现了设计变更和工艺变更的自动联动。
2. 数字化经营管理平台
数字化经营管理平台(见图3)是以ERP系统为支撑,实现企业的生产、物流、采购、质量、成本及供应商管理等企业经营的全面数字化管理。针对发动机企业的特点,为最大化提升ERP系统的管理实效,平台实现ERP与DMS、LES系统的集成,并基于ERP系统的综合数据分析,打造企业智能决策系统,进一步实现对客户、服务、销售及售后服务等切实有效的管理。

图3 数字化经营管理平台架构
(1)ERP系统 ERP系统拥有生产计划管理、质量管理、财务管理、仓储管理及采购管理等诸多强大的功能模块,以统一的数据库和信息技术架构实现生产、财务、采购等部门的信息无缝集成,推动了物流、资金流、信息流的三流合一的实现。
(2)LES系统 LES系统是支撑企业内部生产运营管理的基础应用,实现企业从生产计划、产品数据、产供平衡预警、采购、质量、仓库、生产、供应商协同及存货核算等各部门日常运营在统一平台上工作。LES与ERP系统的集成,实现采购与生产的无缝连接。
(3)DMS系统 DMS系统是支撑市场营销管理体系的信息平台,工厂通过DMS系统与全国所有的经销商、服务站、物流商及零配件供应商在平台上展开日常的整车进销存、备件进销存、财务结算、索赔、维修、配货及库存管理等工作。DMS与ERP系统的集成,实现销售与生产的无缝连接。
3. 数字化生产制造管理平台
数字化生产制造管理平台(见图4)通过DMS将客户的市场需求自动汇总形成主计划,通过MES和数控机床、工业机器人、装配检测装备和自动仓储物流的集成,进行自动排程。MES根据产品型号、订单需求、生产线实际节拍及排产情况等信息进行相应的计划排产。
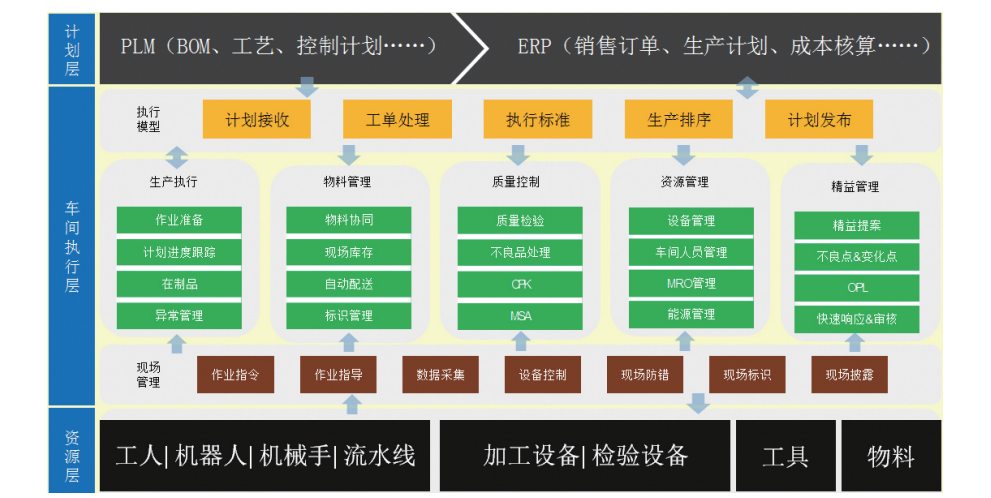
图4 数字化生产制造管理平台架构
MES和仓储物流的集成实现物料实时追踪和预警,将物料信息反馈至ERP的供应商协同管理系统进行信息共享。PLM将产品的工艺路线、参数等信息和MES互通,进行换型、物料、工艺等生产准备。通过系统集成,打通发动机产品制造从计划层、控制层到设备层的数据链,实现制造全流程资源要素信息交互,设备、物料、人员等资源通过现场网络进行动态配置,满足发动机从零件装配、检测、仓储物流等生产环节的全数字化管控。
4. 数字化智能制造生产线
智能装备是数字化工厂的基础,可以实现和MES系统的数据传输,是实现数字化的前提。

图5 机加线自动化设备
(1)缸体缸盖机加线自动化生产 如图5所示,叉车将带料架垛料放到上料辊道上,辊道自动开进至工作位置,线首机器人得到信号后将通过摄像引导系统自动就近取料,根据程序设定的逻辑关系,机器人结合线体自动安排物料的进出。缸体、缸盖上线后,辊道自动将其运送至各个工位。在各个分叉口上均设置有自动分料装置,该装置可根据主、辅工位等繁忙程度自动分配物料,提供加工效率。自动装配辅机(如导管压机、水管碗形塞压机、凸轮轴盖安装设备及主轴承盖安装设备等)均设置有自动上料系统,配合安装系统能快速实现多位置同安装。自动清洗装置、试漏辅机内部均设置有机器人,物料的运送、清洗、检测过程可全自动完成,精准快速。质量检测设备能对下线的缸体、缸盖进行主要尺寸进行100%检测,有效防止了不合格品的流出。
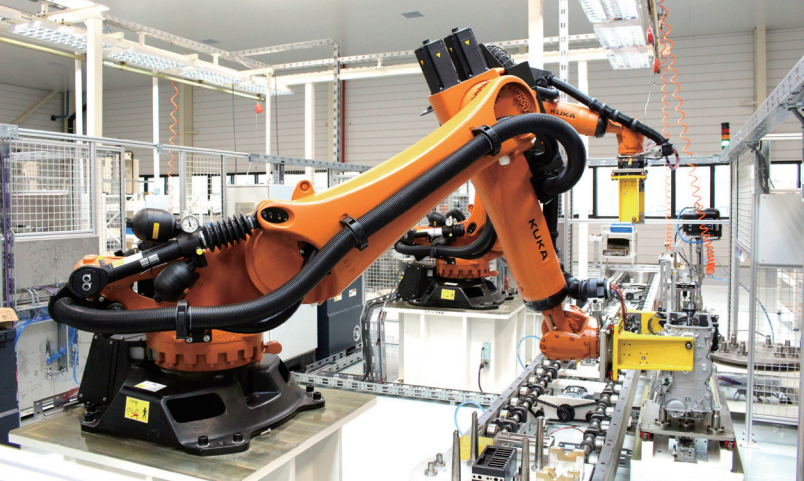
图6 发动机装配线自动化设备

图7 热试线自动化设备

图8 热试线自动化设备
(2)装配线和热试线自动化生产 如图6~图8所示,缸体、缸盖和曲轴清洗后通过叉车运送至装配线上线工位,机器人夹取上线,缸盖分装线分装过程中实现自动油封压装、自动锁夹压装、自动拍打试漏及自动激光检测等功能,无需人工干预。缸盖分装和总装之间通过桁架机械手连接,总装线上的关键工位如拧紧主轴承盖螺栓、连杆螺栓、缸盖螺栓、凸轮轴盖螺栓、油底壳螺栓、飞轮螺栓及涂胶、试漏、冷试等均由机器人完成,避免人工带来的不确定性,同时大幅提升整线柔性和多机型兼容能力。发动机装配线和热试线之间通过AGV对接,下线及托盘返回均自动完成。热试上线后,热试附件通过人工完成,线体自动判断各个台架的使用情况,通过转台将发动机分配至闲余台架上,检测过程中的加速、稳定、减速等过程均自动完成。
5.数字化物流配送与仓储系统平台
自动化仓储及物流系统通过对仓库区域所有物流设备如自动化立体仓库、自动导引运输车等进行合理的调度,对采购来料和产品的入/出库作业进行最佳分配,对MES系统的生产数据进行实时准确的接收与反馈,对系统运行过程中产生的数据进行查询及统计分析,实现物流配送的全自动化和智能化。
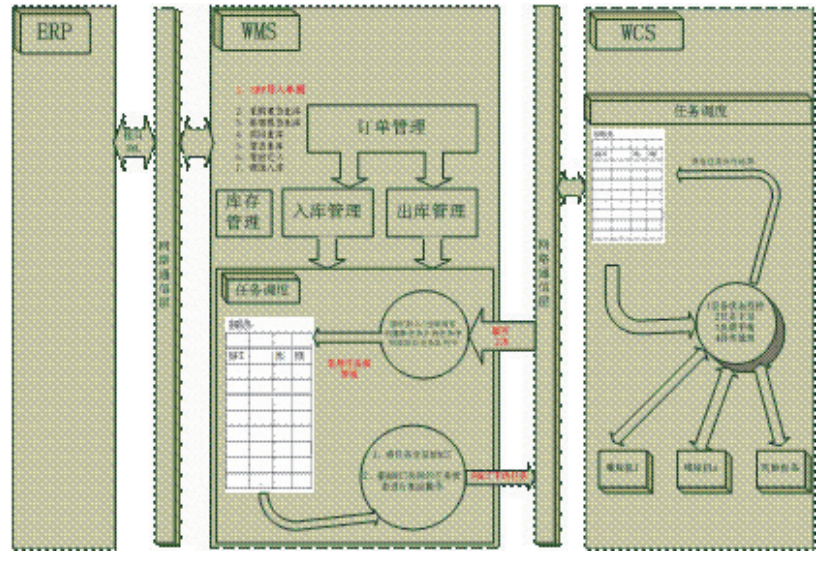
图9 数字化物流配送与仓储系统平台任务管理原理
仓库软件系统(见图 9 ) 主要包括WMS(仓库管理系统)和WCS(仓库控制系统)。WCS仓库控制系统接口模块主要提供WCS与WMS、机械执行系统、分拣系统及传输系统等子系统协同工作的接口,调度模块用于接收业务管理系统(WMS)下达的任务指令,分解、下达给具体的执行设备,并反馈具体执行信息,实现自动化仓储物流的调度。
生产线物料配送以及生产线之间的物料转运,使用AGV定时配送,提高作业效率和过程稳定性。采用激光导引AGV小车,匹配AGV无线叫料与调度系统、ERP系统自动对接控制系统、自动管理系统及工程管理系统实现物流运输自动化、管理自动化、作业自动化。
结语
数字化工厂的建设是一项系统工程,所以必须坚持“总体规划、分步实施”的原则,做好系统顶层架构和整体规划,明确企业要打造的核心能力,定义好子系统的业务范围和流程节点,根据各子系统业务需求的轻重缓急,结合企业经营状况,有方向、有目标地逐步实施。数字化工厂将对企业运营模式产生较大影响,通过一体化、多平台建设,实现多信息化系统横向、纵向、端到端的网状集成,根据企业实际情况,有目标的打造一项或多项企业可持续竞争优势,帮助企业在汽车产业变革的风浪中稳健前行。
原文刊载于《汽车工艺师》2020年 第 4 期 作者:大乘汽车集团有限公司 刘绿军 朱琛琦 王现林 宁春 靳盼盼
本文来源于网络,本着学习交流的目的进行转载,已标注原始作者和出处,如存在异议,请联系editor@xingongye.cn。如您对内容有疑问,请告之,以便我们及时处理。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


