2026-04-02

导语:本文系统构建了炭黑生产的智能化转型框架阐释了工业 40 的核心内涵与智能工厂体系结构深入剖析了炭黑生产的工艺特性及其智能化转型的内在需求与瓶颈
工业文明的范式变迁始终由生产技术与管理模式的革命所驱动。从以蒸汽机械为标志的第一次工业革命,到以电力与流水线为核心的第二次工业革命,再到以信息技术与自动化为主导的第三次工业革命,制造模式逐步从机械化、标准化走向自动化与信息化。当前,以信息物理系统深度融合为核心的工业4.0,正推动制造业进入以数据为关键要素、兼具高度柔性、智能与可持续性的新发展阶段。其本质在于通过信息流与物料流、能源流的全面集成,实现物理与数字世界的实时交互与协同,构建灵活、个性化、数字化的生产与服务新模式。人工智能、物联网、数字孪生等技术共同支撑这一转型,对中国制造业应对资源环境约束、提升全球竞争力具有战略意义。
在此宏观趋势下,炭黑工业作为高耗能、流程复杂的典型行业,其智能化转型尤为紧迫。炭黑生产过程具有多变量、非线性、强耦合的特点,对工艺参数极为敏感。然而,行业大多仍处于自动化提升与信息化普及阶段,面临数据孤岛现象普遍存在、控制依赖人工经验、质量波动大、能耗高等突出瓶颈。因此,依托精细化控制实现节能降耗、通过改善质量一致性提升核心竞争力、并借助数据透明化满足日趋严格的环保法规,已成为行业转型的明确目标。
实现上述目标,关键在于构建能够实现自感知、自决策、自执行与自适应的炭黑智能工厂。其实施依赖于纵向、横向与端到端三个维度的深度集成:纵向打通从设备层到企业管理层的数据通道;横向实现研发、生产、供应链与服务的价值链协同;端到端则贯穿产品全生命周期的数据管理。该体系的最终目标是形成一个能够持续学习与自主优化的“自适应系统”。
因此,构建适应工业4.0要求的炭黑智能制造体系,是一项涉及技术、管理与模式的系统性革新。本文将从生产工艺瓶颈出发,系统阐述转型的内驱力、关键技术集群、成熟度演进路径及实施中的挑战与对策,以期为行业智能化升级提供理论参考与实践指引。
1 炭黑生产的工艺瓶颈与智能化转型内驱力
在确立智能化转型的宏观方向后,回归到炭黑生产这一具体对象的工艺本质与运营现实中,以辨明转型的深层动因与价值源泉。
1.1 炭黑生产工艺解析
炭黑生产主要采用炉法工艺。原料油经雾化后,在高温(>1400℃)的燃气流中发生裂解和聚合反应,生成炭黑颗粒。整个过程涉及湍流流动、传质传热、化学反应和气溶胶动力学等多个物理化学过程同时进行,且相互之间存在强烈的耦合关系。例如,提高反应温度虽有助于提升产品产量,但可能导致粒径过大、结构度降低,影响产品品质。这种复杂的非线性关系,使得传统的基于线性模型的PID控制难以达到最优效果。
1.2 当前炭黑工厂的运营痛点
尽管自动化设备普及,但痛点依然显著:1)分布式控制系统(DCS)控制生产参数,实验室信息管理系统(LIMS)管理产品质量数据,企业资源规划(ERP)系统掌管订单与物料。这些系统之间缺乏有效联通,数据无法汇聚形成对生产过程的整体洞察;2)最优工艺参数组合多以隐性知识形式存在于经验丰富的操作人员中。这种隐性知识难以量化、传承,且易受主观因素影响,导致不同班组间操作差异大,生产稳定性难以保证;3)产品质量的检验结果通常需要数小时才能从实验室获得,当发现不合格时,对应的不合格品已经大量生产。这种基于事后检验的决策,造成了巨大的资源浪费和质量成本。
1.3 智能化转型的价值锚点
智能化转型正是为了解决上述痛点,其价值创造主要体现在以下几方面:1)通过预测性维护减少非计划停机,通过算法优化提升反应炉的时空产率;2)通过实时质量预测与闭环控制,将产品质量波动控制在极窄的范围内,实现更高的质量控制水平;3)炭黑是高耗能产业,能源成本占总成本比重高。通过人工智能(AI)优化燃烧过程、回收利用尾气热量,可实现显著的节能降耗;4)市场对小批量、多品种特种炭黑的需求日益增长。智能工厂的模块化和可重构特性,使其能够快速切换生产不同牌号的产品,快速响应市场需求。
1.4 智能化改造的实践验证
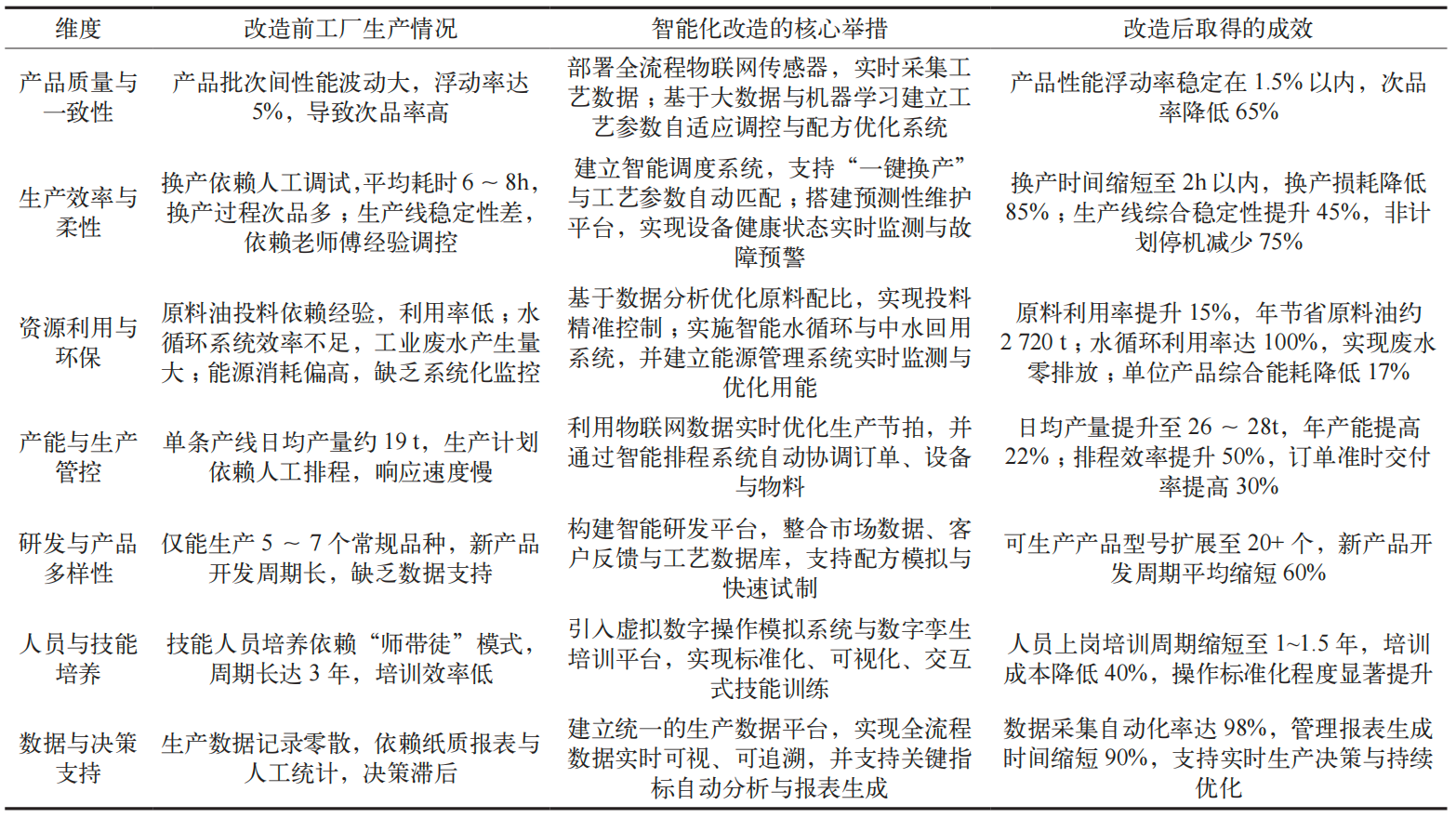
为直观验证上述价值主张,本研究结合行业调研与企业实践,对某典型炭黑工厂在实施系统性智能化改造前后的关键运营指标进行了对比分析。该工厂的改造实践,深度融合了物联网感知、大数据分析与人工智能优化等关键技术,具体举措与成效对比见表1。数据表明,智能化转型能够系统性攻克传统生产模式在质量、效率、能耗及柔性等方面的核心瓶颈,驱动企业向高质量、可持续发展迈进。
表1 某炭黑工厂智能化改造前后关键性能对比
2 驱动炭黑智能工厂的核心技术集群
明确转型的价值目标与内在需求后,构建坚实可靠的技术支撑体系便成为关键。驱动炭黑智能工厂落地的,是一个自下而上、层层递进的核心技术集群,如图1所示的炭黑智能工厂核心技术架构图。
2.1 感知层:从传统传感器到智能传感器的范式革命
在炭黑生产的恶劣环境(高温、高粉尘、腐蚀性气体)下,传感器的可靠性与智能性至关重要。智能传感器集成了微处理器,能够执行温度补偿、线性化处理、数据滤波和故障诊断等任务。例如,用于监测反应炉温度的智能红外测温传感器,能够自动补偿炉内粉尘对测量精度的影响,并提供更可靠的真实温度数据。近年来,基于激光诱导击穿光谱的在线成分分析仪开始应用于炭黑尾气实时监测,为过程控制提供了前所未有的高维数据。
稳定、低延时、高带宽的网络是数据流动的“高速公路”。5G网络的超高可靠低时延通信和海量机器类通信特性,非常适合连接炭黑工厂内海量的传感器和执行器。工业互联网平台负责对所有连接的设备进行管理、监控和数据采集。在计算模式上,边缘-雾-云协同架构成为标准配置。边缘计算位于设备侧,处理对实时性要求极高的控制指令,如紧急停车。雾计算位于车间层,承担局部数据的聚合、处理和轻量级模型推理,如单台反应炉的实时优化。云计算位于企业层,负责海量历史数据的存储、复杂模型训练和全厂级的生产调度优化。
2.3 平台与数据层:工业互联网平台与大数据治理
工业互联网平台是智能工厂的“操作系统”。它向下连接各种设备和产品,向上支撑各类工业APP的开发与运行。平台的核心是数据治理能力,包括数据集成、数据质量管理和数据安全。对于炭黑生产而言,必须建立统一的数据标准和模型,将来自DCS、LIMS、ERP等系统的多源异构数据进行融合,形成企业的“数据资产”。
基于历史数据,建立工艺参数(如温度、风油比)与产品质量指标(如吸油值、着色强度)的预测模型,实现质量的“软测量”。无监督学习用于发现生产过程中的异常工况和未知的优化机会。让AI智能体通过与模拟环境的交互,自主学习最优的控制策略,实现反应过程的自主优化。构建一个与物理反应炉一一对应的虚拟模型,这个模型不仅包含几何结构,更集成了流体力学、化学反应动力学等机理模型。它可以用于新牌号产品的工艺研发、操作参数的虚拟调试以及场景推演,极大缩短研发周期,降低试验成本。

图1 炭黑智能工厂核心技术架构
3 炭黑智能工厂的成熟度模型与演进路径
技术蓝图的清晰描绘为转型指明方向,然而从蓝图到现实需要一个循序渐进、分步实施的科学路径。为此,构建一个与企业发展阶段相匹配的成熟度模型显得尤为重要。
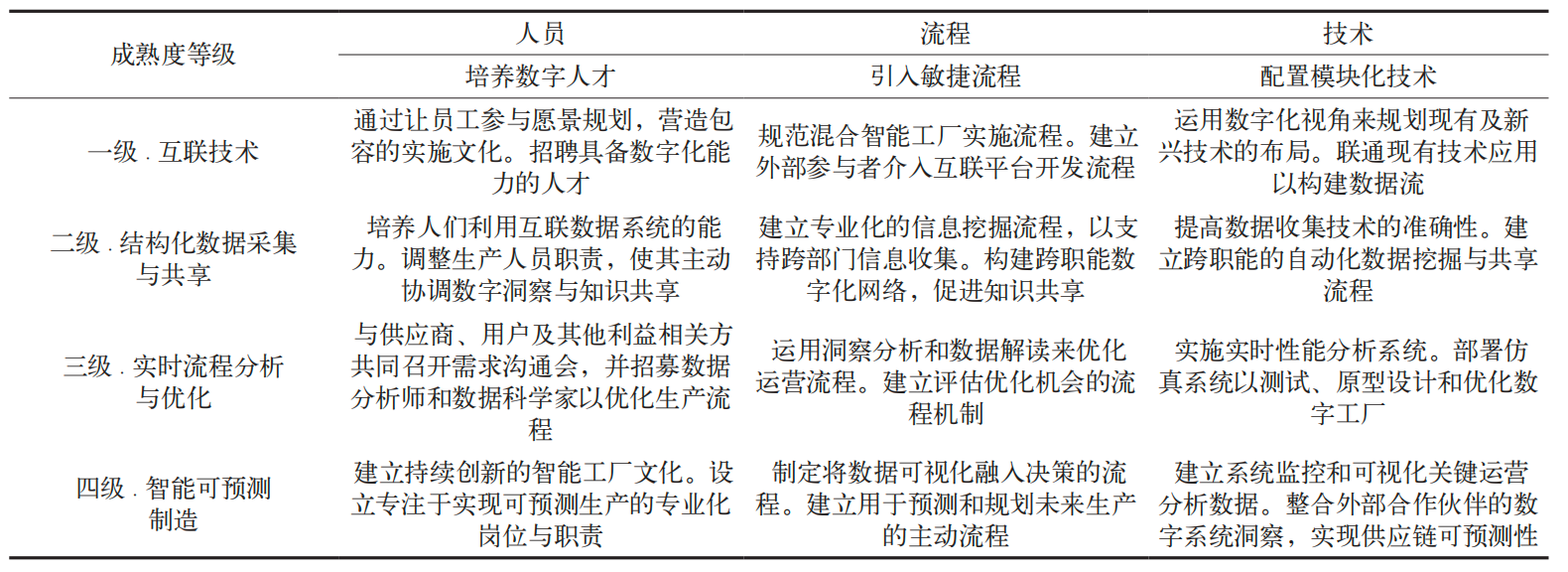
转型是一项涉及技术、管理、人员的多维复杂系统工程,难以一蹴而就。为此,本文提出一个涵盖四个递进阶段的成熟度模型,如图2所示,强调每个阶段都需在人员技能、业务流程与技术应用三个维度上协同推进,任何一方的滞后都将成为转型瓶颈,各阶段在人员、流程、技术方面的具体特征与任务,见表2。该模型旨在为企业提供诊断现状、规划未来、统一内部共识的管理工具。
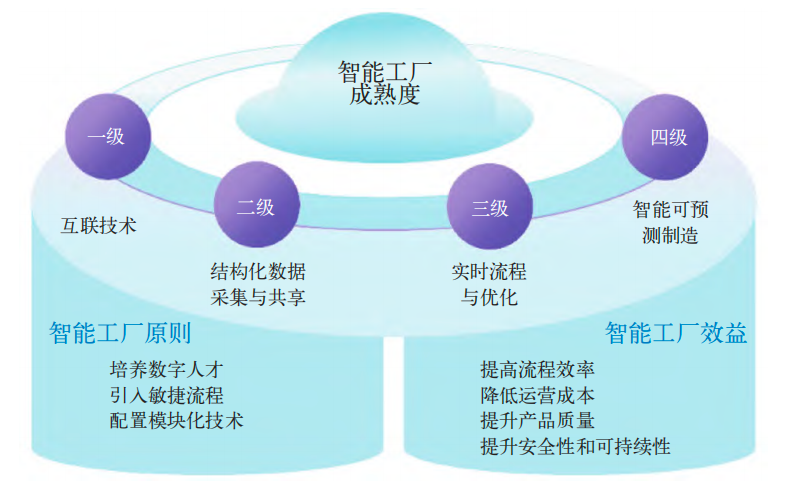
图2 智能工厂成熟度模型
该模型为炭黑行业规划了一条从数据互联到智能决策的清晰路径,深度契合了炭黑生产高温、非线性、高能耗的工艺特征。
在互联技术阶段,核心是打破反应炉、造粒机、尾气锅炉等关键设备的数据孤岛,通过部署耐受高温粉尘的智能传感器,实现工艺参数(温度、风油比)与设备状态(振动、温度)的可靠采集与初步可视化,为取代人工抄录与经验判断奠定基础。
进入结构化数据采集与共享阶段,重点在于融合来自DCS的生产实时数据、实验室的质量化验数据(如吸碘值、吸油值)以及能源消耗(如水、电)数据,通过构建统一数据平台,初步建立工艺参数与产品质量、能耗的统计关联,实现从“事后检验”向“事中关联”的转变。
当演进至实时流程分析与优化阶段,聚焦于构建炭黑反应专用模型,如利用机器学习算法建立对产品关键指标的实时“软测量”模型,或反应炉燃烧效率的优化模型。从而实现风油比等参数的动态调整,在保质量的同时精准降耗。
最终达到智能可预测制造阶段,智能系统已能覆盖从原料优化、反应控制到能源调度的全链条。通过多目标协同优化算法,系统可自主执行诸如“一键换产”等复杂任务,并能够预测设备性能衰退、主动调度维护,真正实现生产过程的自主化与自适应,驱动企业迈向柔性制造与循环经济。
表2 四阶段演进路径详解
4 迈向深度智能化的障碍与对策
炭黑生产的智能化转型,在从技术蓝图走向工厂现实的过程中,遭遇了根植于行业特性的深层挑战。这些挑战主要围绕人员、技术与组织三个核心维度展开,且彼此交织,必须予以系统性地剖析与应对。
4.1 人员认知
炭黑行业长期以来深度依赖老师傅的操作经验,对数据驱动决策的接受度较低,对技能转型产生焦虑。通过结构化访谈与生产数据回溯分析,将诸如“观火色调油风”的定性经验,解码、量化并嵌入工艺知识图谱与规则引擎中,使其成为智能系统的核心资产。同时,需重新定义岗位,将操作员角色转向“AI模型训练协作者”与“异常工况处置官”,并配套建立基于数据解读与模型交互的新技能培训认证体系,从而在组织层面完成从经验依赖到数据驱动。
4.2 技术整合
炭黑行业的智能化转型技术落地面临双重难题:一是感知数据可靠性低,反应炉前超高温(>1400℃)、高粉尘的极端环境,导致传感器寿命锐减、测量信号严重漂移,而炭黑微观结构等关键质量参数仍依赖滞后数小时的离线化验,无法支撑实时优化闭环。二是工艺建模复杂度高,炭黑生成涉及湍流、裂解等强非线性、强耦合的物理化学过程,仅仅依靠数据驱动模型难以匹配实际需求。为克服这些瓶颈,提出三种构想:一是加装多种智能传感器,采用自适应滤波算法,实现炭黑成分的在线分析。二是以反应动力学与传递过程基本方程构筑模型框架,利用海量历史数据校准关键不确定参数,构建出高预测精度的行业专用模型。三是部署高保真工艺数字孪生系统,可在虚拟空间中对优化策略与极端工况进行低成本、高效率的测试与迭代。
4.3 组织流程
传统的管理模式是基于稳定连续生产的职能化与层级化,与转型所需的跨部门协同、快速迭代存在根本矛盾。数据孤岛现象不仅源于DCS、LIMS、ERP等技术系统的异构,更深植于部门壁垒。企业应摒弃大规模一次性改造,转而聚焦于“单台反应炉能效实时优化”或“产品质量一致性闭环控制”等明确的高价值场景,组建跨生产、技术、IT的微型团队,快速打通必要数据链,部署轻量级算法应用,在短周期内实现可量化的效益,以此建立转型信心并凝聚共识。此外,配套改革绩效考核体系,纳入激励数据共享、协作创新与数字化成果的指标,从制度上保障新工作流程的固化与组织韧性的构建。
5 迈向绿色、高效、自适应的未来炭黑工厂
在工业4.0方兴未艾之际,工业5.0的概念已初现端倪。它进一步强调人与机器的协同共生,关注工业的社会价值与可持续发展。对于未来的炭黑工厂,我们可以展望,AI和机器人将逐步承担大部分重复、危险及繁重的工作,而人类则专注于创新、决策和复杂问题的处理,人的创造性和价值得到更大发挥。通过能效与资源管理的系统整合,推动能源、原料与水循环的近零损耗与近零排放,实现绿色制造闭环。进一步,工厂将突破组织与供应链边界,依托工业互联网平台融入产业生态,实现柔性定制、产能协同与碳数据联动,提升全价值链竞争力。
炭黑工业的智能化不仅是一场技术革新,更是涵盖运营模式、组织文化与产业定位的系统变革。企业需以持续演进的视角,立足工艺实际,分阶段推进技术融合、人才培育与管理重构,方能在全球制造业智能化与绿色化双转型中筑牢根基,行稳致远。
原文刊载于《流程工业》2026年第3期 作者:嘉峪关大友嘉能精碳科技股份有限公司 于建红 杨贺 王世媛 王志华 张哲学 乔波
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


