2025-06-18

导语:本文探讨了智能工厂汽车生产线布局规划的基本原则优化方法及典型案例
智能工厂概念源于德国“工业4.0”战略,是利用物联网、大数据、人工智能等现代信息技术,实现生产过程与管理决策智能化的新型工业生产场所。我国工信部发布的《“十四五”智能制造发展规划》明确提出构建智能工厂梯度培育体系。汽车制造业作为国民经济支柱产业,其智能化转型意义重大。

1 智能工厂概述
智能工厂是利用各种现代化的技术,实现工厂的办公、管理及生产自动化,达到加强及规范企业管理、减少工作失误、堵塞各种漏洞、提高工作效率、进行安全生产、提供决策参考、加强外界联系、拓展国际市场的目的。智能工厂实现了人与机器的相互协调合作,其本质是人机交互。工信部明确将构建智能工厂梯度培育体系分基础级智能工厂、先进级智能工厂、卓越级智能工厂和领航级智能工厂4个层级开展智能工厂梯度培育。
2 智能工厂汽车生产线布局的基本原则
2.1 空间利用最大化原则
空间利用最大化原则要求在汽车智能工厂规划中充分考虑三维空间的合理利用,对有限的厂房空间进行科学规划。该原则强调在满足生产工艺要求的前提下,提高单位面积的生产效能。厂房规划需要综合考虑水平和垂直两个维度,将不同生产单元按照功能属性和物理特性合理分配。该原则要求生产区域布局紧凑高效,消除冗余空间和无效区域,使各功能区域之间形成有机整体。设备布置需遵循最小化占地面积的要求,在确保操作安全性和维护便捷性的基础上,追求空间资源的极致利用。智能工厂的空间利用不仅涉及物理设备的摆放,还包含各类信息技术设施的空间需求,要求在规划时统筹考虑生产与智能化所需的各类空间要素。
2.2 流程连续性原则
流程连续性原则构成汽车制造线规划与设计之根本指导方针,该原则规定各生产环节需依照工艺流程的内在逻辑进行有序编排,构建紧密衔接的生产序列。在物料流转过程中,应确保其路径的直线性和单向性,以规避曲折、交错及逆向行进,精简冗余的中间步骤与物流周转环节。生产流程的编排需恪守工艺步骤的内在逻辑序列,确保物料在三维空间中沿特定方向构建有序的传输轨迹。相邻作业环节的过渡需保持流畅性,缩短待机时长,借助恰当的节奏协调手段,有效缓解生产过程中的制约因素。在规划布局时需充分考虑设备故障及工艺调整等情形下的替代路径选择,保障生产流程在遭遇局部障碍时得以持续进行。流程连续性原则旨在通过空间配置确保时间维度上的生产连续性,消除传统生产模式的惰性和拖延现象,确保整个生产流程呈现出连贯而流畅的运作态势,实现更卓越的生产效能与更优化的中间库存管理。
2.3 物流高效简捷原则
物流高效简捷原则关注汽车生产过程中各类物料的移动路径和方式,要求设计最短的物料运输路线和最高效的配送方式。该原则强调减少物料在工厂内的总移动距离,避免不必要的搬运和转运。物料供应路径应当直接明了,与生产线的布局相协调,形成简洁的物流网络。高频使用的物料存储位置应当靠近使用点,减少取用距离和时间。该原则还要求物料配送的时机和数量与生产需求精准匹配,避免过早配送造成的线边积压或过晚配送导致的生产中断。物流通道的规划应当避免与人员通道和生产区域交叉干扰,形成独立的物流系统。该原则的本质是将物流视为生产的重要组成部分,通过布局优化传统物流中的浪费和低效,使物料在正确的时间以正确的数量出现在正确的位置。
3 智能工厂汽车生产线布局优化方法
3.1 模块化布局法
模块化布局法将汽车制造体系细分为具有特定功能的独立生产模块,各个单元承担着特定的生产职能并且其内部装备与制造流程保持相对的自主性,对外则提供标准化接口实现模块间连接。在智能工厂环境中,冲压、白车身、涂装、总装等生产阶段被规划为自主单元,在系统构建过程中,采纳适宜的缓冲策略以达成生产环节的解耦效果,确保对单一模块的优化或改进举措不会对整个生产流程的连贯性及稳定性造成干扰。该布局策略着重于模块构造中的系统化整合方案,对相关生产设施进行集约化配置以降低原材料运输的路径长度,综合考量数据流与实体物流的同步布局,针对各个模块配置专设的监管系统与信息搜集单元,构建基本自治实体。原材料储备区域在子系统分界线附近的科学配置能够有效调节上下游生产节奏的差异性,增强整体体系的弹性调适机能,而实施标准化接口技术将显著降低模块更替与系统升级的复杂度,为生产系统的持续演进提供便利。
3.2 车间分区布局法
车间分区布局法依据汽车制造工艺特性与管理需求,将生产空间划分为生产区、物料存储区、设备维护区、质量检测区等多个功能明确的区域。区域划分遵循工艺流程逻辑,确保物料流向清晰直观,生产区可按产品结构特点细分为底盘区、车身区、内饰区、总装区等,各细分区域之间保留适当缓冲带以减少干扰。这种布局方法特别注重区域间物流规划,将高频交互的功能区域相邻布置,有效缩短物料运输距离,减少无效搬运环节。智能工厂环境下的分区布局融入数据采集需求,在各区域战略性布置数据节点,构建完整的信息收集网络,使生产过程数据可视化和决策智能化成为可能。区域规模设计结合管理幅度原则,使单个区域既保持功能完整又便于调度管理,这种适度规模的区域划分增强生产系统对多品种需求的适应能力,当某个区域需要改造或升级时,对整体生产影响较小,显著降低生产线调整风险,提高工厂整体运营效率。
3.3 动线优化法
动线优化法聚焦汽车生产环境中人员、物料、设备、信息等要素的移动路径规划,致力于构建高效无冲突的立体移动网络。在工作站布局中,操作者活动半径最小化设计减少了人员非增值移动,提高了劳动生产率,而物料流向则遵循最短路径与零交叉原则,主要物料动线呈现直线或U型布局,避免了复杂的迂回与反向流动模式。设备布局过程中,维护空间的预留确保了设备调整与维修的便捷性,减少了设备故障对生产的影响时间,而信息动线的合理规划则保证了数据采集点位分布科学,形成了无盲区的完整信息网络覆盖。智能工厂环境中,动线设计区分固定动线与变动动线两种类型,固定动线如主生产线采用刚性布局保证稳定性,变动动线如智能小车路径则具备自适应调整能力,应对生产变化。
3.4 生产线区域优化法
生产线区域优化法着眼于汽车制造各工序所占区域的精细化布局调整,实现区域资源的最优配置。工位区域设计遵循空间最小化原则,按照工艺需求与操作安全性确定合理间距,消除布局中的冗余间隙,提高空间利用率。关键工序区域的缓冲空间配置有效缓解工序间节拍差异,增强生产线抵御波动的能力,而辅助设施如维修区、换模区等采用集中布置策略,减少对主生产区域的干扰。物料供应区域的线边库设计根据零部件特性采用差异化存储方式,大型零部件设置序列配送区确保按装配顺序供应,小型零部件则配置分拣配送区提高取用效率。智能设备区域预留充足的数据处理空间,传感器与控制器的合理布置便于维护升级,区域优化过程采用数据驱动方法,根据历史生产数据动态调整各区域面积占比,形成资源配置合理、生产效率最大化的区域布局方案。
4 典型案例分析
为深入理解智能工厂汽车生产线布局的实际应用效果,本研究选取了国内四家代表性汽车制造企业的智能工厂改造项目,对其布局优化前后的关键指标进行对比分析。这些企业分别采用了不同的布局优化方法,通过实际数据展示了各种方法的应用效果。4家汽车制造企业智能工厂布局优化效果对比如表1所示。
表1 4家汽车制造企业智能工厂布局优化效果对比
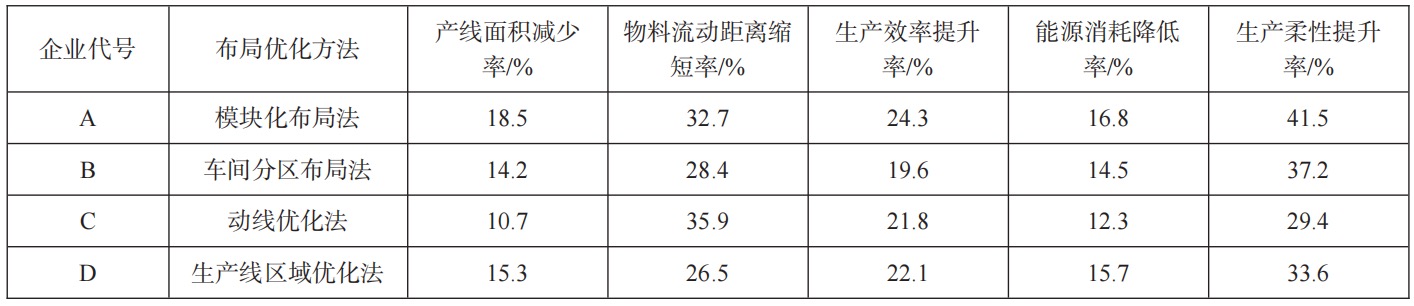
由表1数据可见,4种布局优化方法在各项指标上均取得显著改善。
(1) 模块化布局法在产线面积减少率和生产柔性提升方面表现最为突出,产线面积平均减少18.5%,车型切换时间缩短41.5%。(2) 动线优化法在物料流动距离缩短方面效果最佳,平均缩短35.9%,直接反映了该方法对物流路径规划的优化能力。(3) 生产线区域优化法在各项指标上表现均衡,尤其在生产效率提升和能源消耗降低方面具有明显优势。(4) 车间分区布局法虽然在单项指标上不是最优,但整体表现稳定,适用性较强。
5 结论
智能工厂汽车生产线布局规划要符合空间利用最大化、流程连续性与物流高效简捷三大基本原则,模块化布局法、车间分区布局法、动线优化法与生产线区域优化法4种优化方法则为实际应用提供了方法论支撑。科学的布局规划能够带来产线面积缩减、物料流动距离缩短、生产效率提升、能源消耗降低与生产柔性增强等多方面收益。企业规模与优化效果之间存在相关性,不同规模企业在布局优化实施过程中表现出差异化特点。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


