
导语:探讨车间智能排产能力评估排产计算方法和管理方式仅供工业参考
1 引言
当前,智能车间调度的优化算法主要包括规则法、智能法、蚁群算法、遗传算法以及模拟退火算法等。其中,其中最常用的方法就是在生产周期处于稳定状态时,通过构建一个数学模型来决定生产计划和相应的时间,并且最大限度地降低生产费用。而动态优化方法针对的是在不稳定的生产过程中,对生产计划进行动态调整。而基于规则的方式,就是在生产过程中,依据生产实际和过程约束规则,人工生成产品的生产计划。而智能优化算法是一种以人工智能为基础,适合于较为复杂的生产过程,并通过仿真试验,运用系统优化,决策分析等技术,得到最优的生产方案。
2 车间智能排产能力评估
2.1 数据模型建立
能力评估与能力平衡(见图1)拥有独立计划数据源和生产线模型数据(与生产执行数据独立),平台从 ERP系统中载入计划生产订单,这些数据包括未下达至 MES系统中的生产订单;系统也支持从正式生产环境中载入生产订单参与能力评估与能力平衡,同时可读取厂内其他车间转入本车间的订单需求,支持手动新增评估平衡订单数据。
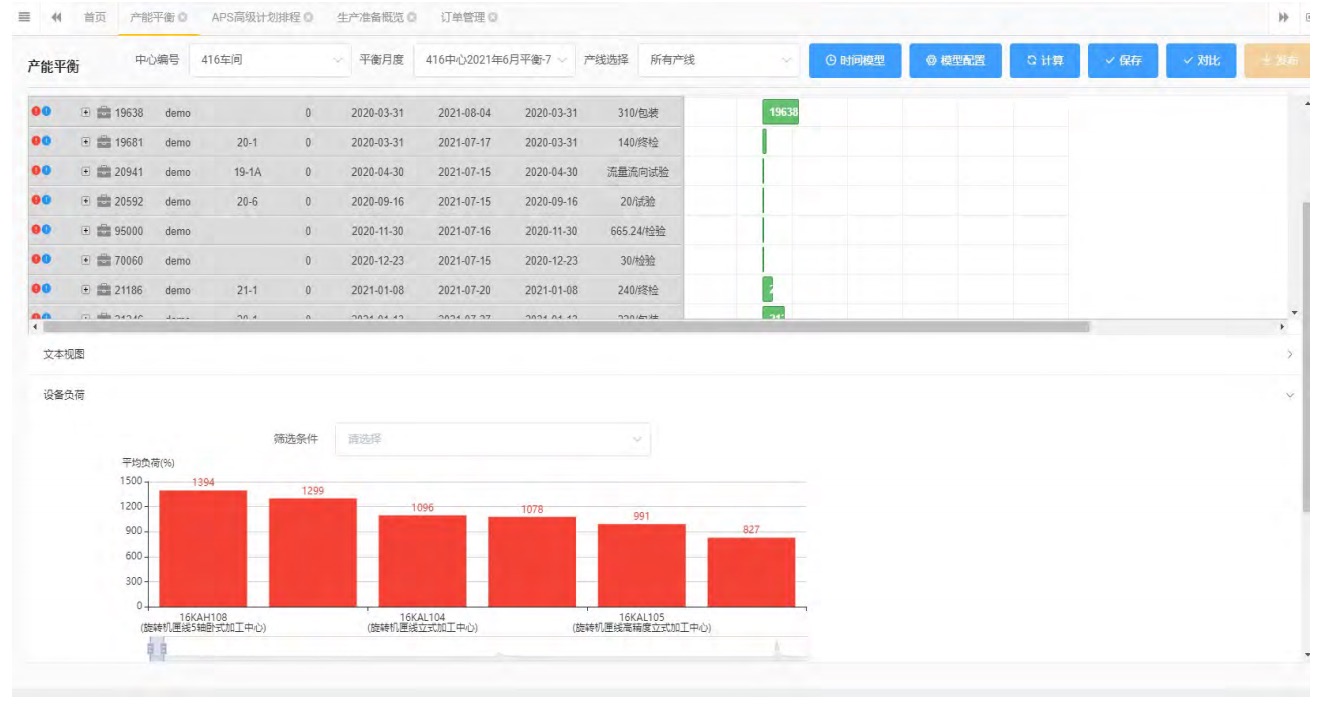
图1 能力评估与能力平衡
2.2 数据排错机制
当用户在能力评估与能力平衡模块中建立平衡评估版本,系统支持自动对基础数据进行检查,并将存在错误的基础数据进行标识,方便用户进行检查与修正。数据检查包括订单数据、工艺数据、排产相关数据以及设备资源。系统支持展示错误数据的数据来源,以便从源头纠正数据。
2.3 评估平衡算法实现
智能排产系统支持无限能力和有限能力两种方式进行评估和平衡。无限能力是指生产资源无限的情况下模拟的评估和平衡。有限能力指考虑生产资源能力的情况下模拟的评估和平衡,生产资源一般与正式生产环境的生产资源一致。有限平衡根据智能排产算法为每个任务分配加工设备与加工顺序,根据排产结果计算设备负荷和人员负荷,展示负荷分布,预测订单交付时间。平衡算法下动态调整资源情况,如图2所示。
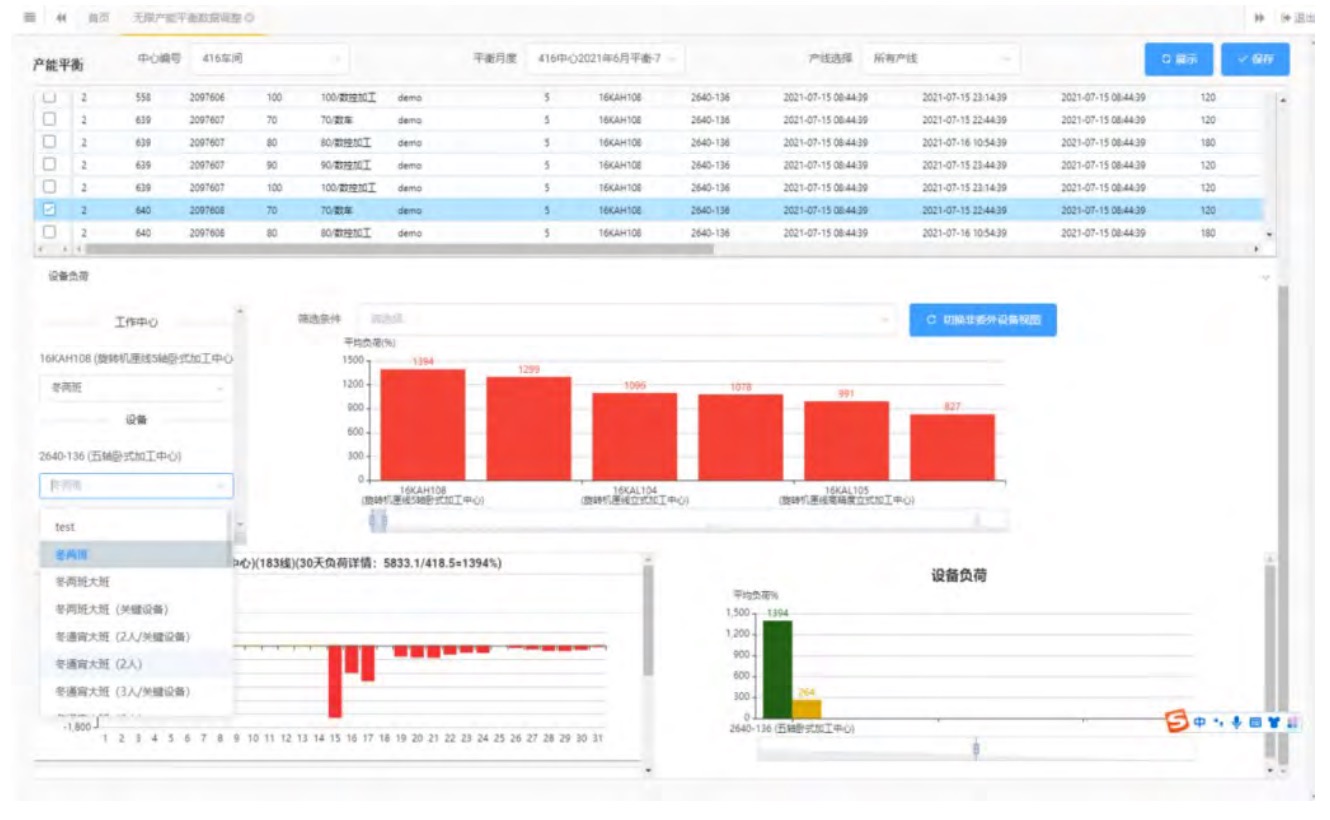
图2 动态调整生产资源
3 车间智能排产计算方法
3.1 排产参数计算方法
生产参数的计算过程包含了资源的分配和工作时间的计算,具体为:当部件的制造工作送到车间以后,首先要按照部件的加工工艺规范和包含的过程来决定工艺路线。基于调度知识库,构建工艺和站点(可能是多个站点)之间的映射关系,并利用该信息系统对每个站点目前的使用情况进行分析。通过向相应的工艺过程分配工作负载轻的生产资源,并输出生产资源的配置结果;根据所配置的资源,结合被加工工件和种类(材料、埋件和数量、几何属性)、工艺等,对调度知识库中的工时进行自动判定和调用。通过同样的方法,也可以计算出该车间内各部件的生产资源分配及工时;这样对每道工序的加工安排进行更多的预测,由此完成生产计划的预测。
3.2 扰动事件处理方法
干扰事件是进行再生产的驱动因素,具体分为:
第一类:无法在规定时间内完成生产的干扰事件。读取车间目前的生产状况,以及将来的生产计划,通过调度参数的计算,实现资源分配与加工时间的计算,预测车间的生产计划,评价完成度。
第二类:设备故障、物料/工装齐套性导致停工的扰动事件。当监测到该类扰动事件时,记当前时刻为t0,读取扰动事件开始时刻ts和预估处理时长td,并判断扰动事件是否处理完毕。若扰动事件处理完毕,则根据当前车间生产情况、生产计划和待加工工序资源配置及工时对生产进度进行预测。若扰动事件未处理完成,预计剩余处理等待时长td′=td-(T0-TS),如果是设备故障等多工序受影响的扰动事件,则在排产计算过程中,将受影响且第1个参与排产的工序工时增加 t1′并作为新工时参与排产计算;如果是物料/工装齐套等单工序受影响的扰动事件,则该工序工时增加 t1′作为新工时参与排产计算,其他各工序的工时不变。
4 智能排产系统
智能排产管理(见图 3)支持零件按批加工,按件加工,按炉加工,按生产线加工等加工方式。针对机加工、手工作业、热处理、表处理、铸造、锻造等不同工艺特点,设计并开发不同的排产方案,支持融入多种工艺的生产线排产。系统支持处理并行、流水、合批、拆批等多种加工场景的算法。
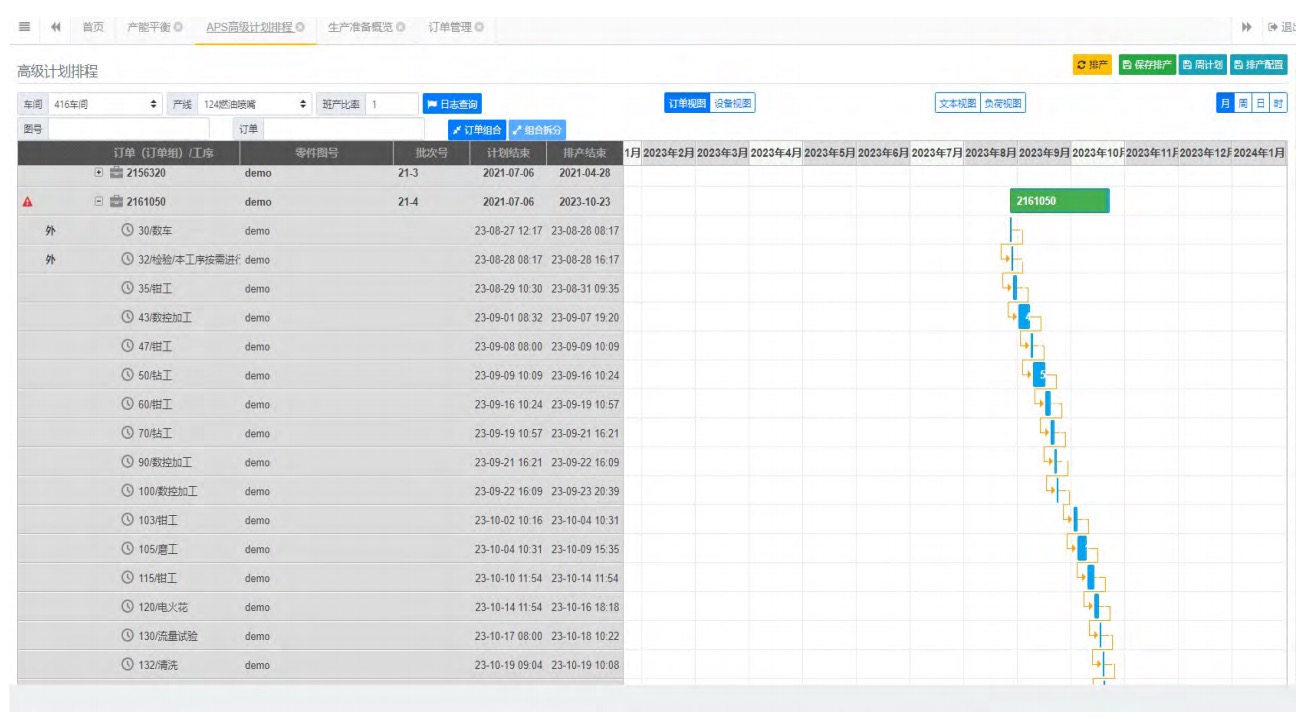
图3 智能排产管理
4.1 智能排产算法
通过智能排产算法对生产订单进行排产模拟,南方公司通过多轮开发、试用及优化,开发出符合离散制造行 业 特 点 并 证 明 有 效 的 启 发 式 规 则 算 法,支 持 FIFO(First In First Out)算法。FIFO 算法是先到达的工件优先加工,这种排产方式能在短时间内有效提高设备利用率,而且算法执行过程简单,计算时间短,适合反复大量重复排产。当生产条件变化时,快速滚动排产,得到最新的排产结果。缺点是无法保证重点任务的按时完成。
4.2 多加工方式算法实现
智能排产平台综合考虑了南方公司所有的零件加工方式,分为以下3种:
批加工模式:按批加工就是整批一起加工,无论数量多少加工时间不变。假设T是零件加工时间,t是批加工期量,则有:
单件加工模式:单件加工是在一个较为固定的准备工作做完后,按单件进行生产工作。按件加工的零件加工工时与零件数量成正比。假设 T 是零件加工工时,pt是准备工作所需要的时间,n 是零件数量,t 是加工每件所需要的时间,则有:
按生产线加工模式:一种类型的零件只会在一条生产线上加工(如表面处理),并且在上一批零件交付以前,下一批零件无法进行加工。假设T是零件交付周期,tn是零件的第n道工步加工时间。则有:
4.3 多工艺类型算法实现
南方公司工艺种类众多,智能排产平台支持如机加工、手工作业、热处理、表面处理、铸造和锻造等多种工艺类型。智能排产系统计算时采用标准操作时间,在工序在报工,转工时,自动触发系统进行重新排产,进行自动校准。热处理工艺依靠炉类设备完成,智能排产平台支持炉加工方式。表面处理工艺在南方公司存在两种不同的工艺编制方法。如 410 表面处理工艺按工序编制,加工方式采用生产线模式加工;417表面处理工艺按工序编制,加工方式采用按件模式加工。智能排产平台支持按生产线和按件的加工方式。
4.4 多场景算法实现
南方公司工序加工过程有多种场景,包括并行、流水、合批和拆批。零件加工过程中,部分工序存在无加工顺序的要求。例如先加工零件正面和先加工零件反面是没有要求的,要求排产算法能根据当前生产环境中的生产资源使用情况,自动决策资源利用率最大化的资源分配方案。智能排产平台采用前置工序来标注加工顺序。若 20工序加工需要等待 10工序加工完毕才可进行,则称 20 的前置工序是 10。如果 20 工序的前置工序是 10,30 工序的前置工序也是 10。则 20 工序和 30 工序为并行工序。在排产计算时,20工序和30工序的加工顺序由排产完10工序后的生产资源分配情况而定。
5 结束语
总的来说,智能车间排产模型的算法研究具有广阔的应用前景。从两个方面来说,一是同类产品的制造,如移动电话、汽车制造等,这种行业中的车间生产倾向于采用流水线,这种生产线的稳定性很好地适应了智能排产系统的添加,从而达到了对系统进行实时监测与控制的目的。另一类是在少量高质量产品的情况下,智能排产系统还可以很好地完成生产计划与调度,同时,通过数据分析和质量监控等方法,也可以改善产品的质量,减少产品的不良贷款率。智能车间排产是今后工业生产中一个十分重要的环节,它的开发将极大提升实际生产的效率与品质,并且可以创造出一种崭新的生产模式。
原文刊载于《模具制造》2024年第4期 作者:丁京 丁小进 方晏
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


