
导语:2015年沙钢集团整合成立棒线厂后既面临外部市场整体钢铁产品供大于求的市场大环境不佳局面对生产成本控制降本节支提出了更高要求
江苏沙钢集团有限公司位于长江之滨的新兴港口工业城市一张家港,位于中国经济最发达的长三角经济带中心区域,东临上海,南靠苏州,西接常州,北依长江,紧靠在建中的沪通长江大桥,拥有10公里沿江岸线,水陆交通十分便利,区位优势得天独厚。

自建厂以来,沙钢坚持定位国际先进水平,建设一流钢铁企业,大力推进科技创新、管理创新和机制创新,企业实现了持续稳健发展。目前,公司本部拥有总资产1480亿元,职工15000余名。拥有集烧结球团、炼焦、炼铁、炼钢、热轧、冷轧、超薄带及配套公辅设施等一整套先进的钢铁生产工艺装备,是全国最大的电炉钢生产基地、全国单体规模最大的钢铁企业。
沙钢主导产品"沙钢”牌宽厚板、热卷板、冷轧板、超薄带、高速线材、大盘卷线材、带肋钢筋等,已形成60多个系列,700多个品种,近2000个规格。其中高速线材、带肋钢筋等产品荣获“实物质量达国际先进水平金杯奖”“全国用户满意产品"等称号。带肋钢筋还获得了CARES认证,优质高线荣获"中国名牌”产品,热轧卷板通过了欧盟CE认证,船板钢通过了十国船级社认证,冷轧通过IATF16949汽车用钢质量管理体系认证。产品广泛应用于航空航天、航洋工程、高层建筑、桥梁、管线、石化、汽车、家电、食品包装等行业,远销至东亚、南亚、欧洲、北美洲、南美洲、大洋洲、非洲等60多个国家和地区。
江苏沙钢棒线厂(简称棒线厂)于2015年3月由原来的3个棒线材分厂合并组建成,棒线厂现有开坯生产线1条(含修磨线6条);高速线材生产线9条、大盘卷生产线1条;棒材生产线5条。年棒线材生产能力1100万吨。
一、“高效、节能”的精益生产体系构建与实践背景
2015年沙钢集团整合成立棒线厂后,既面临外部市场整体钢铁产品供大于求的市场大环境不佳局面,对生产成本控制、降本节支提出了更高要求;也面临分厂刚成立内部管理急需升级优化的自身需要,这对棒线厂的生产管控提出了更高的要求,棒线厂急需探索构建大型棒线材精益生产体系。
1.外部市场环境挑战
2015年国民经济增速持续回落,经济结构调整持续优化,经济增长对于钢材消费的带动作用逐步减弱,钢材消费强度大幅下降,钢材供大于求的矛盾十分突出,钢材价格指数持续创出有指数记录以来新低,钢铁行业经济效益大幅下降,亏损面大幅上升,很大品种处于亏损状态或盈亏平衡点,严峻的市场形势要求企业苦练内功、挖潜增效。
2015年,中钢协会员企业全年实现销售收入2.89万亿元,同比下降19.05%;实现税金632.31亿元,同比下降22%;实现利润总额为亏损645.34万元,上年为盈利225.89亿元,亏损面为50.5%,亏损企业产量占会员企^12钢铁产量的46.91%。2015年我国粗钢产能约12亿吨,产能利用率不足67%,受发展惯性及前期新建产能逐步释放影响,产能仍然有可能进一步增加,产量、产能、需求严重失衡的矛盾在今后一段时间可能会更加突出。低成本生产成为钢铁企业活下去的最佳法宝,“高效、节能"的精益生产体系构建成为优秀钢铁企业必由之路。
2.棒线厂整合后自身生产管控的需要
在棒线厂成立之前,每个棒线分厂仅4-5条棒线产线,完全没有合理生产调度和优化生产计划的需求和能力,完全是根据公司的计划进行生产。但由于公司处室人员对产线实际情况了解关心不够,生产调度和生产计划安排往往不能达到最佳、最优的效果。分厂合并后,所有的棒线材车间整合到一起,打破了原来分厂之间的管理壁垒,使棒线材厂有能力实施统一管理,统一优化调度,实现整合优势,使棒线材厂的整体管理水平得到大幅提升。
3.生产成本控制和生产管理优化调整有很大的提升空间
棒线厂整合后对各产线生产品种、生产能力和指标水平进行调研,特别是对电耗煤气消耗等重点指标进行了分析,但与行业先进水平相比仍然存在较大的差距,特别是吨钢盈利水平与先进水平相比仍然有很大的提升空间。2015年沙钢集团有限公司棒线厂电耗成本吨钢82.99元,成本偏高;峰电使用比例为32.36%,谷电使用比例为33.52%,提升空间较大;热装热送设备长时间不用等均影响了生产成本控制,现场电耗煤气成本压降空间巨大。
整合之前棒线产线之间的分工协作、归并生产工作是一个空白,通过分厂整合合并,产线分工协作,可以压降螺纹钢规格品种更换频次及时间,在提高生产指标水平的方面有较大的降本潜力可挖。
二、打造“高效、节能”的精益生产体系构建与实践主要做法
2015年以来,棒线厂面对严峻的外部环境和竞争格局,充分认识到客观实际,客观分析内部不足,坚定“高效、节能”生产理念,科学制定“赶超行业先进”的战略目标。紧紧抓住技术创新和管理创新两条主线,以''效率、效益”为中心,以生产组织优化为主线,以精益生产管理为路径,从三个方面打造"高效、节能”的精益生产体系,即归并生产降劳动强度、降生产异常、提生产总量,降吨钢制造成本;二是通过优化生产调度,精准实施生产管控,降低能源消耗;三是贴近生产现场,抓好现场管控升级,降低生产成本。探索大型棒线材“高效、节能”的精益生产的成功经验。主要做法如下:
(一)精准落实生产计划管控,提高生产效率
以降热停时间、提运转率为中心,以产线分工、优化生产排序、上下联动协调等全面优化生产计划管理。
1.实施产线联动,优化产线分工,提高综合生产能力
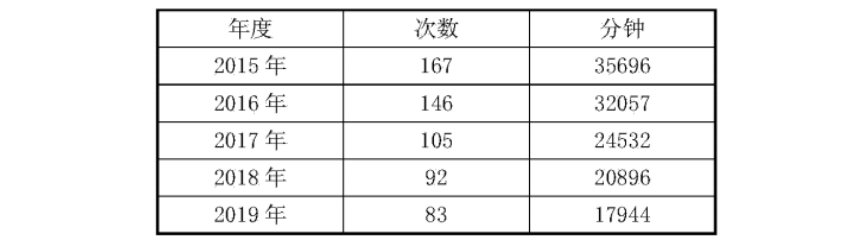
针对一车间2#线和五车间2#线棒材产品规格相同,均生产nOmm以上规格螺纹钢,通过对2条生产线进行协作分工,将争20mm,∮28mm和§32mm等3个规格归并到一车间2#线生产,五车间2#线以生产∮20imn,∮22imn.和§25mm等3个规格为主,同时将六级钢竹节钢等高品钢强穿水成品全部转移到一车间2#线生产,充分发挥五车间2#线的生产,有效降低了五车间2#线换规格频次,减少了换规格热停,仅换规格时间一项2019年与2015W比就减少17752分钟,下降近50%,年增产约5万吨,吨钢成本下降近4%。2015年-2019年年累计换规格时间具体情况见表1:
表 1 棒线厂五车间2#线换规格时间汇总表
又如棒线七车间2#线、四车间2#线均能生产∮14mm和∮16mm,但由于∮16nan在四车间2#线属于大规格产品(比∮14mm日产高60吨),生产季16mm能最大限度发挥该线的产能水平(该线§14nm和16mm均为二切分),而七车间2#线(该线§14mm三切分、∮16mm二切分)∮14mm平均日产超3000吨,比∮16mm平均日产高约400吨。在棒线厂成立以前是根据生产计划随机分配生产,生产技科通过各产线优势规格生产的研究发现了以上问题,并在排产是逐步将∮14mm转移到七车间2#线生产滅少该线∮16mm产量占比),减少四车间2#线季14mm产量占比。一方面充分发挥出了四车间1#线和七车间2#线的螺纹棒材的产能水平;另一方面也使七车间2#线由原来的∮12mm,914mm和fi16mm等3个主要生产生产规格减少到∮12mm和14nm2个主要生产规格,有效降低了换规格频次。棒线厂七车间2#线2015-2019年换规格次数及分规格产量见图1和表2。
表 2 棒线厂七车间2#线2015 - 2019年分规格


图 1 棒线 厂七车间2#线2015-2019年换规格次数
2.优化单个棒材产线换规格顺序,降热停时间
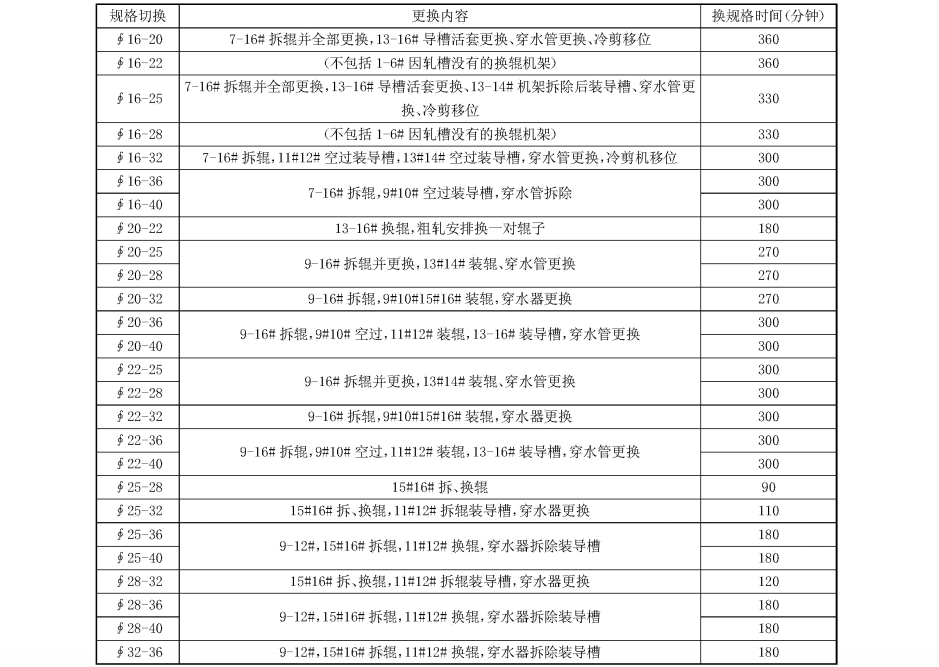
首先对棒线厂各车间棒材换规格时间进行统计汇编,在参与公司旬计划联合排产,结合旬订单请和各规格更换时间(具体见表1),通过优化单个产线棒材规格更换顺序,减少换规格时间,降低职工的劳动强度。如五车间2#线以前全部更换一次规格(∮16mm-∮20mm-∮36mm-∮22tnm-∮25mm-∮40mm-§32mm-§28nnn)需要1740分钟,优化后16mm-40mm-∮36mm-∮32mm-∮28mm-#25mm-#22mm-^20nrni)仅仅需1260分钟,既减轻了劳动强度,又节省了停产时间。自实施换规格顺利优化后,通过对五车间2#线小订单∮28im、∮321m与季25mm排到相邻时间段生产,该线自2018年起在更换相同规格时间里,平均换规格时间缩短51分钟;
又如棒线七车间2#线∮13mm螺纹钢每月都有出口合约,为了压降七车间2#线换规格的热停时间,棒线厂每月底就主动与计划科、销售处联系,提了解分析下月的合约量和船期,在保证交货期的前提下将#13mm和∮14mm进行优化归并到一起生产,实现了同规格的归并生产、强穿水产品的连续生产和换规格顺序优化,使该线月换规格次数及均每次换规格时间与改进前相比实现了双下降,有效减少了轧机工的劳动强度,提高了产能发挥。
3.优化高品钢特殊产品生产计划,提升产量水平
针对棒线厂五车间2#线加热炉技改前大规格高强钢筋T6E/T63E生产(出钢温度126CTC),钢温高,又由于炼轧产线不匹配,一直是冷坯生产,受限于加热炉的加热能力,班中经常性等钢温,一般班产在900吨左右。棒线厂生产技术科通过提前与生产计划科联系沟通,尽量做到T6E/T63E钢种炼钢冶炼时五车间2#线在生产T6E/T63E所需的规格,实现该类钢种的卡车及时翻运温装生产,减少了冷坯生产的频改后的班产提高到1100吨左右,班产提升约20%。
表3 五车间2#线换规格时间
(二)以节能降耗、效率效益为核心,全过程抓好生产调度
1.围绕峰谷电攻关,优化生产调度
统筹安排日周修。由于日修工作量大,多数车间日修安排在交接班时间段,让二班人员共同参与日修,为了避免同时停车日修造成电网波动及煤气放散,生产技术科对交接班时间进行错时安排,并将产线的日周修时间在各车间上报的基础上,每天上午7:30前生产技术科综合协调后,通过微信下发各车间执行,原则上将日修安排在峰电时段,极少特殊情况安排在平电时间,同时也避免了车间自由安排日修易出现同一时间段多条产线同时日修的情况。具体见表4。
表 4 棒线厂各产线生产班交接班时间统计

轧线设备峰停谷开。由于线材高碳钢生产STEL需要开启多台风机,电耗较高,生产技术科在生产排序时,针对我厂高碳钢产品比例高的实际情况,坚持做到线材高碳钢深夜班谷电开足,低碳钢生产安排在峰电时段,从而降低电耗成本。水处理补水等可以阶段性开启的设备,实施时间联锁,安排夜班自动开启补水等,有效降低了电耗成本。
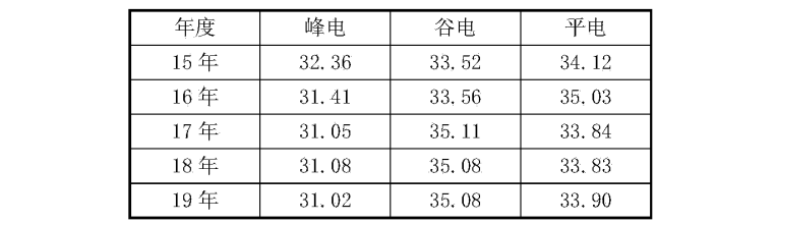
轧线辅助设备实施与主体设备联锁。如落实冷却风扇、生产用气与轧线开机的联锁设置;研究高速线材轧线水冷与轧后风冷的工艺降本空间,对比同钢种不同产线的风冷用电成本,合理安排各钢种的生产线。通过实施攻关谷电比例保持在35%以上,一直保持峰谷差在4%以上,吨钢电耗逐年下降,峰谷电具体数据见表5。
表5 棒线厂2015年 - 2019年峰谷电使用比例 (单位%)
实施攻关,每月对标奖罚。为了激发班组岗位人员积极参与峰谷攻关工作,棒线厂制定了峰谷电攻关奖罚措施,每月对完成好的班组岗位人员给予200-300元的奖励,对完成差的班组落实罚款,从而措56班组岗位人员能主动的落实好峰谷电攻关中的各项工作。
2.围绕降煤气消耗,组织热装热送攻关
为了提高热装热送比及热装热送温度,棒线厂2016年起各产线热装设备进行了全面排查,并根据实际情况制定了停用设备修复使用时间表,恢复了一车间1#线和五车间2#线热装设备,使热装温度从以前的200°C以上提高到600°C以上,降低了煤气消耗,同时为了及时了解炼钢情况,优化生产排序,提高热装比,分厂配合计算机中心对各车间MES系统增加了炼钢甘特图,使上料工能及时了解炼钢情况,根据生产计划,合理安排钢坯入炉,提高热装热送比,参与热装热送的产线综合热装比由2015年的32%,逐月提高。自从开展热装热送攻关以来,棒线厂吨钢煤气消耗从2015年的319m3下降到2019年的281m3。
2019年1-2月份五车间2#线加热炉技改后直装比仅为62%,直装比低严重影响了煤气消耗指标。面对问题分厂和车间一起认真分析,一方面强化内部管理,提出热装的'‘勤联系、勤点检、勤反馈”三勤要求,注重物料跟踪,实时掌握直装匹配数据;另一方面落实了热送提升机的动滑轮改造,减少了提升机钢丝绳故障和停机更换的频次,提高了热送匹配度。通过攻关直装比稳定在80%以上。
3.围绕产品效益,优化生产组织
紧盯各品种市场效益,主动适应市场优化品种结构。如2019年二季度及11月份螺纹盘条阶段性吨钢效益超过号钢线材,盘螺要货计划激增,棒线厂积极组织开足生产盘螺产能,在5-7月份的高峰期,共生产螺纹盘条23万吨,比2018年同期多生产5.6万吨,特别是2019年11月份盘螺产量达到了8.75万吨的历史最高成绩,取得较好生产效益。2019年1-12月份盘螺产量折线图具体见图2。

图 2 棒线 厂 2019 年1-12月份盘螺分月产量 (单位 :万吨)
2017年以来市场逐渐转暖,热轧四大类产品嫖纹钢、线材、热卷板、宽厚板)总体效益较好,但在四大产品吨钢效益排名波动变化,由于热轧能力大于炼钢能力,有限公司会及时根据四大类产品的盈利排名情况,调整开足产品和控产产品,如2018年8月份随着合金价格的猛涨,螺纹钢吨钢效益急转直下,排在末位,在公司保板卷控棒材的思路下,螺纹钢方坯出现了缺坯的情况。棒线厂在得到缺坯情况后,紧急召开分析会,改变了以往单一产线待坯的做法,创造性提出并实施了棒材产线白班轮流待坯检修的待坯方法,一方面能使各棒材产线岗位操作工得到休息,另一方面也让棒材产线的设备得到一次较好的维护保养,为接下来市场转变后的稳产高产打下坚实基础。
(三)以降异常为中心,压降轧线生产热停
以压降堆钢切废攻关为抓手,压降生产异常。针对切废和轧辐故障造成生产热停较多的实际情况,落实了专项攻关,切废支数和影响时间逐步下降,轧辐断辐和烧轴承等异常逐步减少。2015年棒线厂15条生产线共切废5415支,逐年下降到2019年的1653支;烧轴承、断辐故障由2Q15年的月均16次下降到2019年的最好月份2次。切废攻关方面一方面抓标准化作业,重点抓日周修、换规格、换品种后开班严格执行操作规范,确保工装件装配到位,特别是严格执行日周修后工装件安装质量复查确认制度,确保操作规范,减少开班切废;抓轧线条形张力的标准化,做到轧线条形必须无扭转错辐,同时要求车间工艺员每周必须检查二次条形等标准化作业执行情况,确保班组标准化作业的执行;抓日周修开班模拟轧制,提前发现异常信号等问题,防止误信号等问题引起堆钢切废;抓好新品调试,明确要求在进行调试时必须1/3支、1/2支出钢,减少调试切废总量。另一方面,加强切废检查。2015年-2019年棒线厂切废攻关成效显著,切废异常压降明显。具体见图3。

图3 沙钢集团棒线厂2015-2019年切废支数
做好生产异常攻关。针对一车间2#线技改后大盘卷生产热停多、质量不稳定等问题,分厂组织了大盘卷精益生产攻关活动,大盘卷生产日趋平稳,产量质量稳步提高。重点抓好大盘卷生产节奏提升,通过跟踪将Φ22mm出钢间隔减少了5秒,日产提高90吨左右,显著提升了产线的供货能力、降低了生产成本、提高了产品效益。
此外,中国沙钢集团有限公司棒线厂牢固树立人才资源是第一资源的理念,按照沙钢集团有限公司的人才培养制度,认真做好人才培养工作,积极创建发展平台、扩建上升通道、强化员工素质,积极配合公司做好人才"技术、管理”双通道晋升机制,落实好员工培训,抓好员工素质提升。
三、"高效、节能”的精益生产体系构建与实践效果
(一)成为行业有竞争力的大型棒线材热轧厂
沙钢棒线厂通过优化管理,一方面压降内部轧制成品,充分发挥生产产能;另一方面及时与市场接轨,根据细分市场品种盈利情况,调整品种结构,提高成品吨钢盈利。通过努力,沙钢棒线材生产在满足市场需求的同时,内部生产水平得到了稳步提升,产量水平连创新高,产品主要能源消耗煤气和电耗成本逐年下降,产品竞争力在行业中处于先进水平,并得到进一步的提升。
1.产量
自棒线厂整合后,通过优化生产、产线协作分工,产能水平得到进一步提升,产量逐年提升。沙钢集团棒线厂2016-2019年年度产量见图4。棒线厂2016-2019年年度螺纹钢棒材产量见表6。
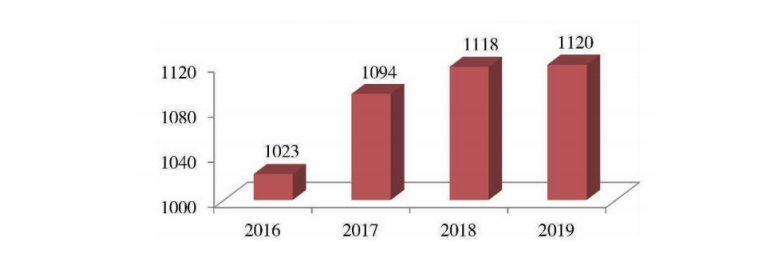
图 4 棒线 厂2016-2019年年度产量(单位 : 万吨)
表6 沙钢集团棒线厂2015-2019年棒材产量
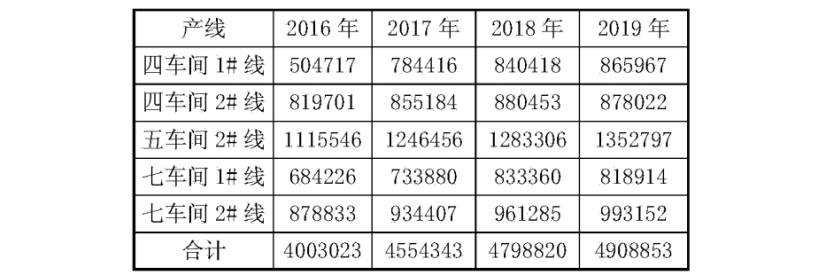
棒线厂七车间2#线和五车间2#线产量通过优化品种规格分工,产能水平提高明显。
表7 2017-2019年产量提升增效
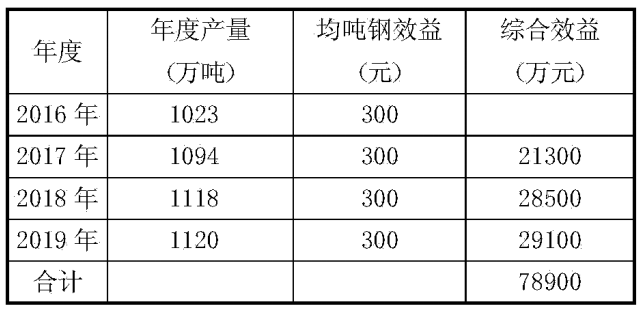
2.吨钢电耗成本
通过优化生产调度管理,强化生产现场管理,压降生产异常,提高作业率等工作,棒线材的吨钢电耗和电耗成本呈双下降趋势。吨钢电耗成本由2015年的82.99元,下降到2019年的68.87元,吨钢电耗成本下降约17%;吨钢电耗由2015年吨钢110.15kwh下降到2019年吨钢104.93kwh,吨钢电耗下降约5%。2015-2019年吨钢电耗及吨钢电耗成本见图5和图6。

图5 棒线厂 2015-2019年吨钢电耗 单位∶ kwh/t
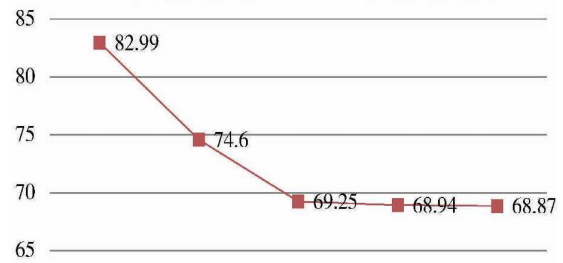
图 6 棒线 厂2015-2019年吨钢电耗成本 单位:元/t
3.吨钢煤气消耗成本
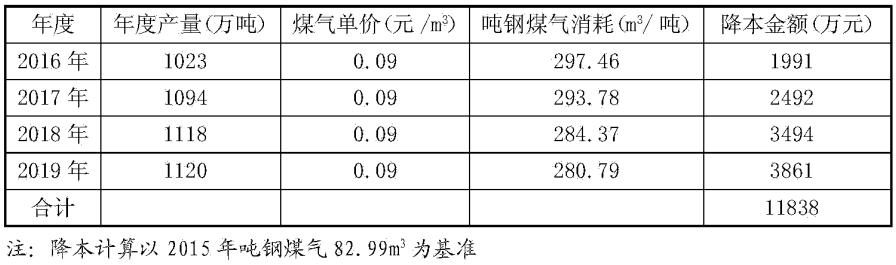
通过热装热送、司炉操作优化等措施,沙钢棒线厂吨钢煤气消耗下降显著,由2015年的319m3/t逐步下降到2019年的281m3/t,成本压降效益显著。具体见图7。
图 7 棒线 厂 2015-2019年吨钢煤气消耗 单位 : m3/t
(二)有效满足了我国节能减排、超低排放等环保需要
钢铁行业是能耗大户,节能减排指标是企业发展的内在驱动力,是国家考核企业的硬指标,只有做好节能减排,降低吨钢能耗的企业才会获得市场的信赖和政府的支持,最终步入健康、持续和高速的发展。沙钢集团棒线厂通过内部挖潜降耗减排,减少了吨钢废物排放,较好的实现了环境效益。
表 8 2016年 - 2019年电耗降本实绩
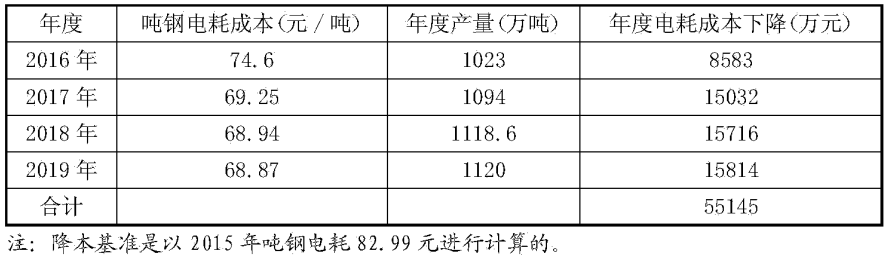
表 92016年 - 2019年煤气降本实绩
(三)成为具有国际竞争能力和广泛社会影响力的钢铁品牌
通过内部降本增效、外部关注市场变化适应市场需求等措施,使沙钢棒线材产品在市场上的竞争优势愈加明显,产品在社会上的影响力稳步提高,沙钢的品牌价值进一步提升。由世界品牌实验室主办的《中国800最具价值品片戰分析报告中,沙钢集团有限公司以405.08亿兀的品牌价值再度入选,位列榜单149位。在中国入榜的8家钢铁企业中,沙钢排名第五,在民营钢铁企业中排名第一。
原文刊载于《冶金管理》2021年3月 原文标题为:大型钢铁企业棒线厂”高效、节能“的精益生产体系构建与实践
本文来源于网络,本着学习交流的目的进行转载,已标注原始作者和出处,如存在异议,请联系editor@xingongye.cn。如您对内容有疑问,请告之,以便我们及时处理。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


