
导语:JIT(Just In Time)是丰田生产方式(TPSToyota Production System)的两大支柱之一(另一个是自働化)深刻理解 JIT 的涵义和本质对于理解TPS 和精益生产都至关重要
JIT(Justin time)是丰田生产方式(TPS,Toyota Production System)的两大支柱之一(另一个是自动化),深刻理解JIT的涵义和本质对于理解TPS和精益生产都至关重要。JIT译成中文的话,港台地区的书籍和资料中多为“及时生产”或“及时化”,中国内陆多为“准时生产”或“准时化”。二者虽无很大区别,但我们要清楚JIT的本质和前提。
一、in time与on time
首先来看in time和on time的原义。in time的意思是及时、适时,指在预期的时间内做完某事,表示一个时间段;on time的意思是按时、准时,指事情恰好在这个点发生,表示一个时间点。“及时”不要求有计划时间点,指对于要做的事情而言没有耽误即可;而“准时”要求有一个计划时间点,错过这个时间点就不能算是准时。因此,JIT解释为“及时生产”理解JIT的本质有助于企业应对复杂多变的生产环境。
大野耐一均衡化比“准时生产”更为恰当,因为“及时”表达了对需求及其变化的适应性。如今精益生产语境已经普遍接受了JIT为准时生产或准时制这一术语,同时也都能理解及时生产指的就是JIT。当年的大野耐一或丰田喜一郎之所以创造了JIT这一词汇而不是JOT(Just On Time),或许考虑到了in time和on time的不同涵义。
二、保持材料流和信息流的同步化
JIT的本质是保持材料流和信息流在生产过程中的同步化,以实现如下的目标:在必要的时候、以必要的数量,生产或供应必要的产品。“及时”意味着不会耽搁顾客(内部或外部)的购买或使用,总会在顾客需要的某个必要时刻前准备到位(提前或准时到达)。当顾客需求发生变化,生产过程也相应发生变化,但仍能保证顾客服务的高水平。精益生产中有个价值流的概念,指材料流和信息流的集合,其中材料流的方向是自前向后,而代表需求的信息流的方向则是自后向前。
也就是说,原材料从前向后流转,在流转的过程中不断地被后道工序进行加工或处理,最终完成顾客所需的产品交付。而信息流则是由处于流程末端的顾客发起,向上游(不一定是相邻的前端工序或过程)进行传递,直至将必要的信息传递给材料供应商。但是信息流的传递途径比较复杂,信息流的处理方式和效率体现了企业的生产管理水平,即生产计划和控制的水平。精益生产中最关键的正是对信息流的设计和改进。
在传统的计划管理模式下,生产管理部门接到顾客的实际需求或销售部门对市场的预测需求后,编制车间生产计划和所需的物料采购计划,然后下达给各个生产车间或供应商。值得注意的是,这种情况下,作业信息的生成(品种、数量、时间)和传递采用的都是中央控制方式。信息流并非从后往前逐一传递到前端的供应商,而是经由控制中心(PMC)向下进行计划发布、接收反馈和调整。这种模式就是我们常说的推式生产或推式系统(Push System)。这种模式在实际运行中存在的主要问题是计划往往赶不上变化。当生产系统内部和外部发生异常或变化时,如果计划控制系统不能快速地捕捉到变化点,并迅速和正确地做出反应,则会导致正在进行中的材料流和实际需求的信息流脱节,即物料要么过早地到达工序前排队等待或抢占资源,要么延迟到达导致缺料现象发生以至延误交付。迅速和正确地对变化做出反应可能并不容易。
过度反应或反应迟缓是两个主要的错误,一个是在不该调整的时候做了调整,另一个是在该做调整的时候却反应迟钝。问题是,我们能快速地获得足够的有用信息吗?能对变化做出正确的反应吗?信息技术的发展极大地加快了信息反馈和处理的速度(如MES、ERP、物联网等),借助智能化的算法(如APS)也极大地提高了决策的科学性。这使得生产过程中的材料流和信息流可以更好地匹配。其实系统本身具有一定自我调适的功能,丰田生产方式正是恰当地利用了这一功能。
质量管理中有一个概念叫做“下道工序就是顾客”。在这个概念的引导下,每个工序所做的事情就是为了满足下一道工序的需求(品种、数量、时间、质量等)。为了让下道工序既不会缺料也不会超负荷,我们有两种选择。
第一种是提前生产出少量的在制品或成品,把它放入“超市”或线边库并以看板(Kan ban)方式进行管理。当在制品被下道工序消耗时,向上游发出看板信号,通知上游生产或补充被消耗掉的材料或在制品。这就是传统概念中所谓的拉动式生产方式(Pull System)(如图1所示)。这种拉动方式也叫做后补充式拉动,意味着先消耗后补充。
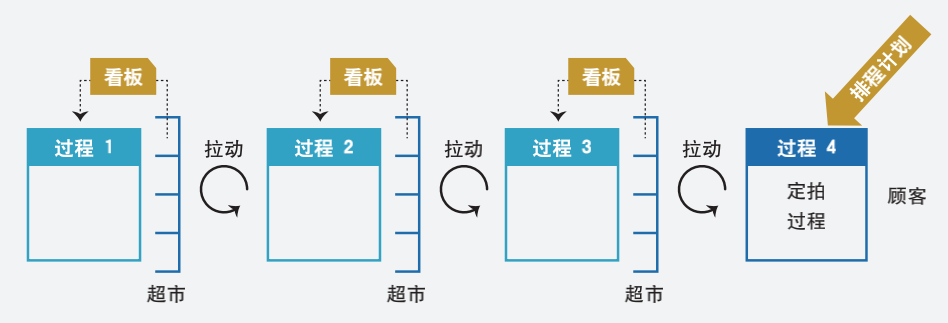
图1 拉动式生产方式
第二种是前端工序密切关注后端工序(或接驳工序)的需求和进度变化,根据提前接收到的信息(一种触发同步拉动生产的信号)及时调整本工序的生产品种、数量和开工时间。这种拉动方式被称为顺序拉动(如图2所示)。此种拉动方式下,开工时刻=需求时刻-生产时间-提前时间。这里,提前时间的设置是关键。理论上,提前时间可以为零,即没有遇到任何意外,在后端工序计划使用的时刻“恰好准时”到达。
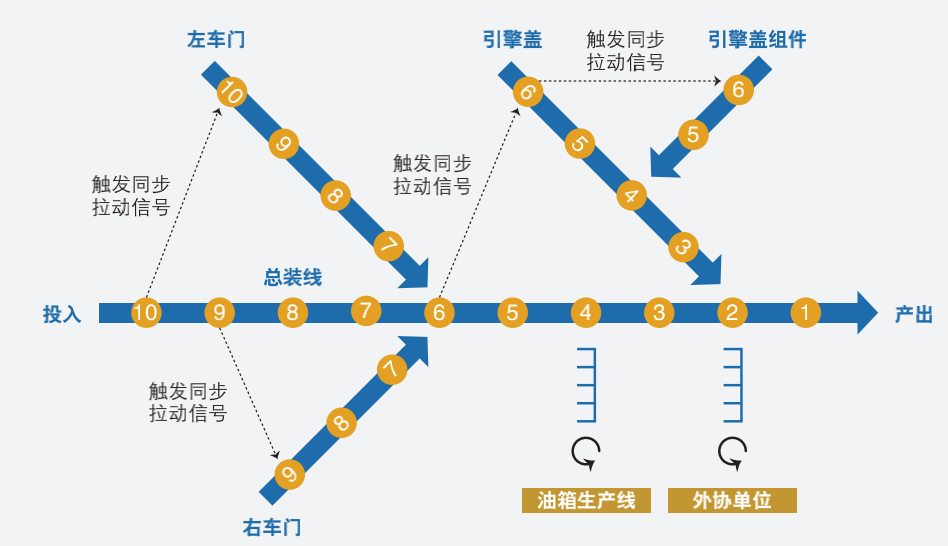
图2 顺序拉动系统
遗憾的是,各种各样的波动总是不期而至。为确保物料的“及时”到达而预备的这一必要的时间提前量就是缓冲。它随着影响到达时间的“墨菲”(各种意外和不确定性引起的变动)的大小(包括频次)不同而不同。一方面我们需要减少墨菲定律的发生,另一方面需要降低其带来的影响。如果“墨菲”的水平低,则只需要很小的缓冲,否则缓冲时间就长一些。比如,装配所需的某种物料提前2小时到达工厂即可,另有一些则要提前两天到达,还有一些如工厂内的自制件几乎可以同步到达。这种可以实现同步生产和同步到达的理想方式被称为同期化生产,是日产生产方式(NPW)所追求的。
时间缓冲本质上也是库存缓冲,根据利特尔定律可以做计算上的转换,即WIP=CT×TH。其中WIP为在制品数量(Work In Process),CT为生产周期时间(Cycle Time),TH为产出速率(Through put),即单位时间内的生产数量。
三、经济地匹配供应和需求
考虑到顾客的需求存在难以预测的波动,库存式生产(MTS,Make To Store)环境下,设置产成品库存(或成品超市)用来缓冲需求和供应的波动。简言之,就是通过设置库存缓冲(成品超市)以阻断外部需求变动对工厂内部生产稳定性的破坏,同时也化解了内部生产的变动对产品交付期的不利影响。
在丰田生产方式中应用了一种被称为Heijunka(均衡箱)的均衡化技术(如图3所示),将实际接到的顾客订单以及预测的顾客需求按照品种和数量在设定的时间颗粒度(如分、时、日、周、月)上进行平滑,生成一个平准(Levelling)的生产计划。应用这个平准的生产计划进行生产,外部需求虽实时波动,内部生产却风平浪静。这就是均衡生产想要实现的效果。
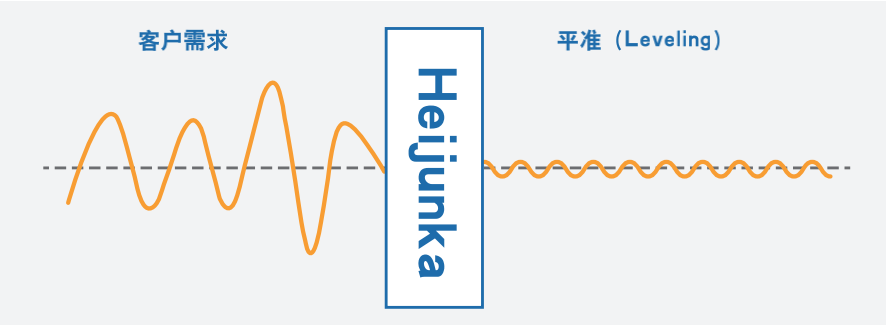
图3 Heijunka(均衡箱)的均衡化技术
实施均衡生产就是要设法“转换”顾客的需求,使其计划生产的品种和数量都能在我们期望的时间颗粒度上实现均衡化。这种均衡化的生产计划既包括宏观上的均衡,也包括微观上的,但它们都是以提前生产出来的在制品或产成品库存(超市)为保障的。
接单式生产(MTO,Make To Order)环境下,订单的到来是随机变动的,客户的需求是多样化、个性化的,这使工厂无法以建立产成品超市的方法阻断外部需求变动对内部生产秩序的扰动。因此,MTO环境(非标准化、偶然需求、数量很少)不具备实施均衡生产的基本条件。相应地,也就无法为每个产品设定一个连续稳定的生产节拍(TT,Takt Time)。当然,接到一个可连续生产多日甚至数月的大订单就另当别论了。而我们这里讨论的接单环境是多品种、小批量、个性化,几乎无重复的顾客需求。
一个战略性的选择是,提高产品设计的集成化和模块化以延迟顾客需求的分化,这使得企业可以通过建立标准化的半成品库存超市,从而实现接单组装(ATO,Assembling To Order),而不是接单生产或接单设计(ETO,Engineering To Order)。因此,实施JIT的前提是什么?是均衡生产或均衡化吗?很多关于精益生产的资料都这么认为,这大概是因为他们把JIT理解为仅适用于丰田公司或MTS的制造环境。但如果是MTO环境,JIT的前提就不是均衡化,而是柔性化了。何为柔性化?就是能够根据客户或后工序的需求变化,快速而弹性地调整本工序的生产或供应过程,并能很好地满足顾客的需求。
均衡化均衡的是需求和计划的波动,而柔性化柔性的是生产和供应的能力。一个是在需求侧做文章,另一个是在供给侧建能力,二者相互支持和配合。对于MTS环境来说,均衡化(品种均衡、数量均衡)的时间颗粒度越小,对系统柔性化的压力和要求也就越高。但无论是均衡化,还是柔性化,目的都是更经济地匹配供应和需求,理想的匹配目标就是JIT。
「MTS 环境下,均衡化(品种均衡、数量均衡)的时间颗粒度越小,对系统柔性化的要求就越高。但无论是均衡化还是柔性化,目的都是更经济地匹配供应和需求,理想的匹配目标就是 JIT。」
四、节拍、连续流、拉动与JIT的关系
实行JIT的目的是为了防止过度生产,不要生产得过多或过早。如何做到这一点?也就是说,依据哪个信息源来决定做什么、何时做和做多少?按照实际的顾客需求订单来驱动生产显然是最理想的,这就是所谓的MTO模式。然而,市场需求和订单的到达往往具有不确定性,使得工厂的产能时而处于超高负荷而应接不暇,时而处于空闲等待而门可罗雀。因此,亨利·福特说,“我们很快就发现我们不能根据订单来进行经营。工厂的产量不足以满足三月至八月间所订购的汽车数量。……我们生产的汽车是为了出售而不是为了储存的。……我们承受不起大量汽车的积压,同样我们也承受不起大量原材料的积压,一切都得在该进的时候进、在该出的时候出。”
触发生产或供应的信号既可以来自于库存补货,也可以来自实际的顾客需求,更多的场合则是两者皆有,以适应不同的顾客对不同产品的需求。对于常规的可实现均衡生产的产品,以库存超市作为缓冲条件和触发生产的信号,按照设计的节拍(TT,Takt Time)进行生产。节拍限定了上游过程的生产速度,防止生产过快或过慢,以确保“及时”补充库存超市所需。因此,节拍的概念和计划的均衡是紧密联系在一起的,没有计划的均衡就谈不上节拍化生产。
而如果没有稳定的生产节拍,不规则的任务安排通常都会导致生产秩序混乱,现场鸡飞狗跳。连续流指的是,每个产品在加工完成后,立即转送到下道工序进行作业。每道工序都是加工一个流转一个,如此一来便减少了工序间的批量等待时间,从而缩短了整个批次的生产周期。生产周期的变异=零件加工时间的变异+零件到达时间的变异。本质上,连续流方式降低了零件到达时间的变异,因而可以减少生产周期的变异对及时性的破坏。所以实施JIT的重要举措之一就是尽可能追求连续的流动。
拉动(Pull)的概念自从被提出后一直备受重视,也被列为《精益思想》一书中的五大原则之一。何为“拉动”?不同的文献或机构定义不同,甚至有明显的不一致。在《精益思想》一书中,詹姆斯·沃麦克和丹尼尔·琼斯对拉动的定义为:
在下游客户提出要求之前,上游的任何一方都不应该生产某种产品或提供某种服务。按照沃麦克的定义,拉动似乎意味着按订单生产(MTO),这与我们通常理解的丰田生产方式中的超市拉动不一致。采用看板方式的超市拉动,实质上就是补充被消耗了的库存,因此,超市拉动方式应该属于库存生产模式(MTS)。在APICS(美国生产与库存管理协会)编制的词典中,明确给出了拉动的两种方式,一种是根据顾客的需求进行生产或供应(需求拉动),另一种是根据顾客消耗的数量进行补充生产或供应(库存拉动)。
本质上,拉动是一种限定系统内对在制品水平的控制机制。如果能够稳定地控制系统的在制品水平,就可以说这个系统是一个拉动系统(Pull System)。拉动指的是一种触发生产或供应的信号机制。触发拉动的信号要么来源于顾客或下游工序的实际需求,要么来源于被消耗的库存。上游工序的目标是,在接到触发信号(拉动信号)后,立即启动生产或供应的过程,并确保及时满足顾客的需求或及时将消耗的库存补充到位,这就是我们所说的及时生产,简称JIT。
原文刊载于《企业管理》2021年第5期 作者:作者:曹晓峰 (系精益生产顾问、六西格玛资深黑带、现为独立咨询师)
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


