
导语:针对钢铁生产过程是流程型制造业的属性分析了其运行特点和现状对其在实施智能化转型升级过 程中所面临的困难和挑战进行了剖析
1 对以往钢铁流程开展技术攻关方式的回顾
以往人们比较熟悉对钢铁流程中单个工序开展运行效率提升、生产成本降低、节能环保以 及具体品种开发或质量提升等方面的技术攻关模式,例如针对烧结或高炉工序能耗降低开展的技术攻关; 针对铁水预处理或转炉冶炼工位开展的提高钢水质量的技术攻关; 针对连铸或轧制开展的提高生产效率或改善产品质量的技术攻关等。
上述技术攻关内容及结果对于全流程运行 质量提升目标的达成虽有较强的遗传关联性,但毕竟是在不同的工序节点上由不同专业背景的 操作者分别相对孤立地开展,每个工序操作者往 往更关注所在工序的输入与输出及过程控制,力求做到该工序运行效率( 或效益) 最大化的提升,而对与其上、下游各工序的功能耦合与协同、运行节奏的有序衔接以及各个工序运行温度的合 理匹配等,由于受关注视野的局限或管理模式的限制,因此往往对全流程各工序协同优化层面的统筹协调难以顾及而被显著弱化。
由此会给人以明显感觉,全流程整体效率/效益提升的效果 并不能随人预期所愿,也即个别工序局部运行效 率( 或效益) 的提升可能会被全流程中其他相关 工序运行质量的劣化或改变所掩盖,产品综合质量也并未因个别工序运行质量的改进而显著提升,甚至可能出现质量波动,或出现全流程综合效益不升反降的现象,由此难以树立起相关产线、或产品良好的品牌形象。
尽管如此,在不断积累上述技术攻关经验的 过程中,人们还是逐渐从流程系统优化的视觉提 高了对钢铁流程物理本质和运行规律的认知水平,也在不断成功与失败的经历中持续积累了成功的经验和失利的教训,这些经历和认知水平的 提升,必定会对下一步钢铁流程智能化提升起到 很好的启发和借鉴作用。
2 对未来钢铁流程做智能化提升的思考
放眼未来高炉 - 转炉长流程的智能化提升, 要做到全流程视野下的智能寻优,人们必须改变 以往所熟悉的过分关注或追求单一工序运行效果的优化、忽视全流程系统优化的传统模式。 在全流程高效运行过程中,上、下游每个单工序恰似在一个具有一定张力的“链条”上各自 发挥不同作用的各个节点,不同工序节点所承载 的物质、能量与信息通量必须满足该“链条”的 “张力要求”,在正常运行过程中,某一工序节点 上相关指标可能发生的改变( 有益变化或有害变 化) 必然对与其关联的上、下游工序节点的指标产生有益或有害的遗传作用; 此时,还须确保个别工序节点的波动张力不能超过该“链条”张力 极限而造成“链条”断裂( 意味着流程因此失去连续运行的特征机制) ; 如果人们在某些工序节 点上所获取的有益作用并不能抵消在其他工序节点上可能产生的负面作用,或出现全流程的 “失稳态”现象,就不可能获得全流程最优的运行 效果。
再有,全流程中类似单工序运行指标的突变或干扰现象可能会是若干个,它们会分布在不同 工序节点上; 这些突变或干扰有主动与被动之不 同,影响程度有强与弱之差别,影响效果有正向与反向之迥异,还可能是在不同时序上对流程的 运行效果施加影响,上述复杂的干扰或变化会使 全流程运行规律呈现十分复杂的变化特征,应对这些复杂变化,仅仅依靠不同工序岗位操作者的技能、经验以及精力和责任心,很难满足全过程 精准控制的要求。因此,未来钢铁流程做智能化 提升和逐步摆脱人为干预,已经势在必行。
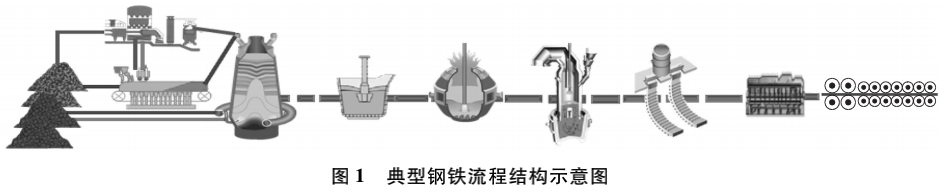
对钢铁流程做智能化提升的技术攻关不同于以往单工序技术攻关或者个别品种开发与质 量提升的攻关特点。它所关注的是流程整体的 运行效果,如图 1 所示,一个典型的钢铁流程由 铁前、铁水预处理、炼钢、钢水精炼、连铸及热轧 等工序所组成,其上、下游各工序之间是相互衔 接、功能完备的有机整体,是相对完整的流程工 程系统。

如将典型钢铁流程抽象为物理概念,则如图 2 所示,流程输入端的物质流、能量流与信息流等参数群,按照一定的流程网络,流经不同工序节点,做动态有序运行,转变为流程输出 端一组性质不同、数量迥异的物质流、能量流与信息流的参数群。人们所追求的目标是全流程 运行规律可控、高效、环保以及批量产品质量稳 定性等多目标的协同优化。而在实际运行过程中,在流程的可控性、高效性、是否环保、批量产品的稳定性等方面都存在不同程度的差距,这正是钢铁流程下一步做智能化提升的重要切入点。
2. 1 当前对钢铁流程做智能化提升所面临的困难
当前,人们对钢铁流程做智能化提升会不同 程度地面临以下境况:
( 1) 全流程运行机理不透明,在上述流程中, 仍存在部分工序运行机理的不透明现象( 个别工 序仍处于“黑箱”状态) ,即使所有工序运行机理 有可能接近透明状态( 现阶段看是不可能的) ,还 会存在不同工序界面衔接与匹配问题。因此,全 流程运行机理可能将长时间处于不透明状态,势 必存在对全流程控制方向和方法的盲目性。
( 2) 该流程中许多操作岗位仍难以摆脱人为 干预现象,势必造成过程参数变化规律的不统一。未来必须将操作人员从危险或简单复制型的日常操作中尽可能解脱出来,改变为对全流程 运行规律的监控、远程运维及专业化服务等创造 性工作,否则,全流程智能化的控制效果将难以有效提升。
( 3) 在全流程中仍存在一些关键节点的控制 参数不可精准测量、或不能在线及时获取其过程 表征参数的现象,如高炉、铁水预处理、转炉、钢 水精炼等工位的铁( 钢) 水与炉渣的成分和温度 的连续测量值,连铸坯或轧材表面质量及内部理化性能指标等,使得对全流程运行过程的监控与工艺矫正等仍存在盲区,缺乏及时应对的调节手 段,仍仅凭人为经验实施控制程序,很不精准。
( 4) 在上、下游各工序中,仍存在输入与输出 参数不可精准控制的现象,如重量、成分、温度、各种缺陷等,造成流程最终输出结果的波动性。
( 5) 上、下游各工序许多输入与输出参数都 存在遗传性,但在实际操作过程中,并未有意识 地关注其相互协调与关联性,特别是对跨工序参数遗传关联性的挖掘远远不够,因而搁置了海量 碎片化的数据资源。
2. 2 智能化钢铁流程输入与输出的参数特征
钢铁流程的输入端可能是相对发散、在较大 范围内变化的参数群,这种相对发散的参数群特 征并不以人的意志为转移,如原燃料的品质价格与供给因素、产品的市场需求、不同操作者的技能、经验以及对产线或工序的关注度等。而对于 该流程的输出端,人们又期望能持续稳定获得相 对收窄的特征参数群,如生产过程高效与节能环 保,产品质量高且持续稳定等。
客观上,不论钢 铁流程的输入端可能输入哪些变化的参数群,人 们主观上更希望该流程在实际运行过程中可能 发生变化的参数群尽可能在一个相对收窄的通道内,做全流程可控的窄窗口精准运行。要达到这个目标,必须解决流程自组织性与他组织干预的关联性问题,使其内部的因果变化与外在可控参量之间建立有机关联,厘清不同影响因素的权 重及调控顺序,以提高对全流程控制的有效性与精准程度。
2. 3 钢铁流程的智能化特征
智能化钢铁流程必须具备自感知、自决策、 自执行、自适应能力,对输入不同参数或面对突发干扰事件可能带来的变化结果进行预测,自动推送出合理的执行路径和该路径中各个节点参 数可控的波动范围,力争获得精准控制结果; 对已获得不良结果的原因,流程本身具备自动分析与判断能力,反馈修正引发工艺失稳的控制变 量,优化后续输出结果,形成良性闭环控制机制。
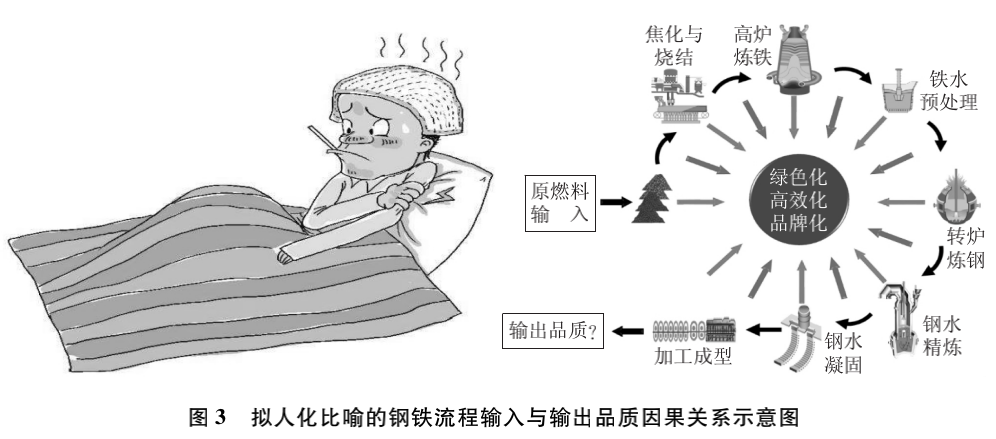
对于智能化钢铁流程,可以将其作拟人化的形象比喻( 见图 3 所示) : 人患感冒发烧,有身体 发热或上呼吸道发炎的症状,凭人的自身感受或借助外部医疗器械,可以获得感冒发烧的外部症 状和显示信息,这是人的自感知行为阶段; 依据经验判断采取应对病患的措施或去医院就医是 人的自决策行为阶段; 依据医疗常识和检测数据对比,制定出吃药、打针、输液的方案,逻辑上进 入了自执行的行为阶段; 多喝水或卧床休息是人的自适应行为阶段; 症状好转是患者身体治愈的目标,人自发病到症状好转所持续时间是治愈周 期,从而完成人这个生物系统的患病和治愈的闭环。
对于钢铁流程这个工程系统,原本只是一个没有人为灵性的机械组合,要获得人们所期待的 绿色化、高效化与产品品牌化的多目标协同,必 须对这个流程赋以自感知、自决策、自执行、自适 应等智能化能力。钢铁流程的输出品质与全流 程中各个工序环节的运行状况都有关联,也与该 流程中各个工序界面和亚界面的运行状态紧密关联,对于不同的工况条件和运行结果,各工序及界面运行规律影响流程输出品质的权重可能不尽相同。
如通过相对完备的监测手段,可获悉产品质量出现波动或污染物排放量突增的感知结果,这是该流程自感知的行为阶段; 依据机理模型分析、各种工艺规则判断、大数据分析或统计模型分析,上述波动或突变可能由连铸机拉速 不稳定和烧结机烟气处理不良等因素造成,这是 流程的自决策行为阶段; 流程系统依据控制或仿 真模型预测,自动发出改进操作的指令,强化连 铸机恒拉速控制和烧结机料层阻力调节及改善烟气处理效果,这是该流程自执行的行为阶段;
稳定钢水过热度、结晶器液面波动范围及烧结风机参数是流程自适应的行为阶段; 产品质量及排 放指标回归正常值是流程输出品质的改进,从而 完成钢铁流程这个工程系统从发现问题到解决问题的闭环控制。 上述过程可归纳为: 依据该流程输出品质特 征,对输出结果的影响因素做出判断; 运用冶金机理分析方法或大数据统计模型,分析给出各工序及界面运行质量的影响权重; 智能推出优化运 行的应对解决方案,及时、自动、有序推送出针对 全流程运行质量改进的各工序窄窗口控制参数 群,并通过全流程上、下游各个工序相互连锁的 动态模型精准控制流程的输出结果,尽可能减少人工干预,确保最终流程输出品质的提升,并实 现闭环控制。
总之,未来钢铁流程应具备以下调控机制: 根据流程配置及正常运行规律,在应接流程可能面对的不同输入条件时,流程本身就可以智能化设计出优化的工艺路径和不同工序动态有序运 行的窗口参数群,正确指导产品生产过程高效、稳定、环保、可持续运行( 正向寻优) ; 依据输出结果,可以及时判断出优化其输出品质的影响因素、权重、调控顺序等,反向优化工艺的路径及参 数,改进输出结果( 反向寻优) 。
也即: 未来的钢铁流程要具备正向寻优与反向寻优兼备的闭环 控制能力。可以看出,有效覆盖全流程监测系统及完备的大数据、动态数值模拟及仿真模型计算结果的及时性与精准性、对流程运行效果的智能预测与自动反馈闭环等是未来智能化钢铁流程 应该具备的调控能力。
3 对“全流程参数窄窗口控制问题”的阐述
未来钢铁产品品牌化的建立要以实现产品质量稳定性、可靠性与适用性为基础,还要与产品生产过程的效率、效益、排放、成本等因素相关联,为此,基于全流程视野下的过程参数窄窗口稳定控制就显得十分必要。

在全流程视野下,各个工序在正常运行过程中会涉及系列参数群的变化与交互影响,如图 4 所示,铁前工序至少会涉及: 各种原燃料的成分与价格、烧结料层厚度、料层温度分布、烧结矿性 能、气体污染物排放量及成分等,焦化过程的碳 化室温度及压力、焦炭理化性能、焦炉煤气量及成分等,高炉炼铁过程的热风温度及动能、焦比与煤比、冶炼强度、铁水量、铁水成分与温度、出 铁节奏等; 铁水预处理过程可能会涉及铁水( 炉 渣) 温度、成分、生产节奏等; 炼钢过程至少会涉 及氧枪枪位、供氧强度、转炉底吹强度、吹炼时 间、钢水成分与温度、钢水精炼时间、软吹时间、 钢水洁净度等; 连铸过程可能会涉及到钢水供应 的及时性、钢水过热度、连铸机拉速、中间包液面波动、结晶器液面波动、铸坯冷却强度、铸坯表面及内部质量、铸坯温度等; 轧制过程会涉及到铸 坯温度均匀性、开轧温度、压下量与轧制力、轧制速度、终轧温度、产品质量等,不胜枚举。
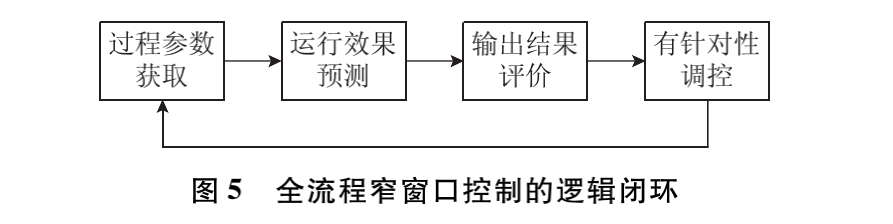
上述过程所展示的上、下游工序的控制参数群,即是用于各个工序层面进行调节所面对的相 对离散化的调节参数,而各个参数群之间又具有一定的遗传性和相互关联性。以往对此关注度 不够,随之搁置了大量碎片化的数据资源,并没 有使其充分参与到有价值的全流程运行质量提 升的有机调控方面! 各种可能出现的过程参数 起伏与波动,都可能对流程的输出品质施加不同 程度的影响,其逻辑关系如图 5 所示。
上述流程输出品质的优劣体现在生产过程稳定性、批量产品性能一致性、生产成本、效益及环境负荷的可控性等多个方面。人们希望不论流程的输入端或运行过程中可能面临哪些变化 及干扰,通过流程自身具备的智能化调控机制, 始终能做到使流程中各个参数群在相对收窄的数据通道内做动态收敛,确保流程最终的输出端 都能达到前述的多目标协同优化的目标。但是,不同参数组合数量巨大( 可能是天文数字) ! 其遗传规律的掌握仅靠逐一试错进行全流程寻优的效率很低,代价会很大! 必须基于海量数据,建立信息物理系统,利用机理模型和大数据统计模型,实现全流程智能动态寻优的判定和执行。
基于此逻辑思路,要树立产品甚至产线的优良品 牌,具备全流程参数窄窗口稳定控制效果才是实现上述多目标协同优化的前提。
4 钢铁制造流程的功能定位
未来智能化钢铁制造流程的功能定位仍应 以三个功能为基准,但必须充分体现智能化的技术内涵。
( 1) 品牌化钢铁产品的制造功能: 各类产品 ( 弱化钢铁产品的高端、低端之分,强化产品品牌的优劣) 质量稳定性、可靠性、适用性极大提升。 意在通过智能化提升,尽可能减少人工干预,确 保各类产品生产过程能实现窄窗口稳定控制,获得优良品牌的产品;
( 2) 能源高效转换功能: 与品牌化产品制造过程相协同 - 匹配、有序 - 高效的能源转换。意在产品的生产过程与能源转换过程相互协同耦 合,二者之间的动态有序衔接必须仰仗智能化手段;
( 3) 社会部分大宗废弃物处理、消纳功能: 体现危险岗位无人值守,程序化控制等。 总之,未来智能化钢铁制造流程在实现三个功能方面,智能化技术内涵的特征极为显著,不只是简单体现“有或无”的问题。
5 钢铁流程智能化的实施路径
未来钢铁流程做智能化提升的实施路径,将 从以下两方面着手进行。
5.1 绿色化钢铁流程物理系统的优化
如果钢铁流程本身仍存在信息物理系统不健全、或原始设计存在布局不合理、设备选型或 功能定位有偏差,则是需要补课的,盲目在其基 础上做智能化提升将一定会存在先天缺陷,可能 会事倍功半,得不偿失。据此,先确保钢铁流程本身的信息物理系统设计合理、设备选型匹配与完备、功能定位精准,再进行智能化提升才更有 实际意义,或者在后续智能化提升过程中逐步加以改进。因此,存在对新建产线如何布局规划与 动态精准设计和运维,以及对现有产线的工艺布 局、基础自动化与信息化功能等进行梳理与整 合,按照智能化要求进行取舍、填平补齐和运维 等两种不同的技术路径。
关于流程的绿色化提升,会涉及流程的能效 提高、能耗降低和污染物显著减排,将面临多尺度( 流程、区段、工序、装置、界面等) 和多维度 ( 规模、品种、材型、规格、时间、空间等) 等问题, 不论是新建产线,还是在原有产线基础上进行改造,必须统筹协调好上述二者的关系。要摈弃传统的“万能工厂”的设计和经营理念,强化规模适度、专业产线的理念,从流程、工序、装置、界面的多尺度视觉,以及品种、规模、材型、规格、时间、 空间等多维度视觉,把握好方向,切不可无谓地 贪大、求全或多能,错失新的发展机遇。
5.2 关于钢铁流程的智能化提升
钢铁流程智能化的提升既要实现全覆盖的 全流程监测手段完备,还要关注全流程工艺规则 库的建立与信息贯通。工艺规则库的建立应体现在以下层次: 流程层面的工艺规则库、工序及界面工艺规则库、装置层面的工艺规则库等。
( 1) 流程层面的工艺规则库: 工艺布局( 总 平面布置图) 合理化,使全流程物质与能量运行 有序化和高效化,能量耗散“最小化”与物质耗散 合理化,企业资源与能源临界利用,全量产品近零缺陷过程精准控制,全流程监测参数完备、各 类工艺参数监测数字化与信息化等。
( 2) 工序及界面工艺规则库[2]: 间歇运行 工序、装置要适应、服从准连续 /连续运行工序、 装置动态运行的需要; 准连续 /连续运行工序、装 置要引导、规范间歇运行的工序、装置的运行行为; 低温连续运行工序、装置服从高温连续运行 工序、装置; 尽可能多地实现“层流式”运行专线 化生产; 上、下游工序装置之间的能力匹配对应 于紧凑布局“层流式”运行; 制造流程整体运行一 般应建立起推力源 - 缓冲器 - 拉力源的宏观动力学运行机制; 辅助作业( 如管路输送、天车行走、轨道行走、汽运行走等) 的匹配规则。
( 3) 装置层面的工艺规则库: 各种物质、能量在不同装置上输入的窗口参数及波动范围; 各种物质、能量在不同装置上的输入顺序和节奏; 各 装置的工艺操作原则( 如原料厂原料混匀、烧结机料层控制、焦炉碳化室控制、高炉布料原则、热风与喷煤控制、转炉顶枪操作、成渣制度、底吹协 同、出钢下渣控制、精炼炉顶渣成分控制、钢水进 真空室循环量控制、连铸机拉速、结晶器及铸坯 冷却、加热炉温度与加热时间控制、开轧温度与终轧温度、轧制力与轧制速度匹配等) ; 各类产品 ( 包括主产品、中间产品和副产品等) 输出窗口参 数及波动范围等。 随着钢铁流程智能化转型升级步骤的不断 推进,上述各个层面工艺规则库的内容会不断丰富,其目标指向性会更具针对性,如从不同的维 度提取工艺数据,分析过程参数与具体控制目标的关联性,得出逼近预期目标的改进方向。
一旦全流程工艺控制过程固化后,流程自身 在控制机制上会自动生成各种工艺制度下不同 工序或装置的海量数据,在这些海量数据中,一 定蕴含着能揭示全流程运行规律的因果关系,这 是未来产品设计师、工艺分析师、模型编程师及大数据分析师等掌控流程和进一步优化工艺路 径的宝贵资源,如果再辅以自学习功能,会使流程的运行质量不断提升,以适应不同原燃料条件、硬件配置、区域市场需求、产品品质稳定性、 不同用户的个性化需求及所要达到环境负荷等。
6 结束语
绿色化与智能化是未来钢铁流程转型升级的主要方向,要站在全流程视角进行系统动态寻优。钢铁流程运行机制不可能完全透明,须仰仗机理模型与大数据统计模型等智能化手段逐步 破解,以有效提高对其控制的效果。钢铁流程的智能化升级需要一定的物理支撑条件,盲目跟进可能得不偿失,不能一蹴而就 和急于求成。
参考文献
[1]殷瑞钰. 冶金流程工程学[M]. 2 版. 北京: 冶金工业 出版社,2009.
[2]殷瑞钰. 冶金流程集成理论与方法[M]. 北京: 冶金工业出版社,2013.
本文来源于网络,本着学习交流的目的进行转载,已标注原始作者和出处,如存在异议,请联系editor@xingongye.cn。如您对内容有疑问,请告之,以便我们及时处理。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


