2021-06-21

导语:日照公司通过与铁前MES和钢轧MES等系统互联互通形成集成的数据共享平台优化各类生产运输作业计划对上下游的工序进行同步协调使铁钢包运输更加透明

山钢集团日照公司“一罐到底”铁水运输采用汽运方式,将高炉铁水的承接、运输、缓冲贮存、铁水预处理、转炉兑铁水等功能集为一体,取消了炼钢车间倒罐坑和铁水倒罐作业,缩短了工艺流程,减少了温降、铁损、烟尘排放点。在行业转型升级、结构调整的大背景下,铁水“一罐到底”有较大的应用推广价值。
日照公司一期一步建设炼铁高炉一座,有效炉容5100m3,设计高炉利用系数2.23t/(m3·d),炼钢210吨转炉两座,配置KR铁水预处理及LF炉和RH炉等精炼设备。炼铁高炉与炼钢区采用一列式平面布置,铁钢界面空间布局紧凑,高炉出铁位到炼钢铁水接受跨最远路程不超350m,汽车输送铁水用时平均7min,铁水运输时间短、灵活高效,为实现铁水包的高周转率打下了坚定的基础。
实施方案
高炉出铁场平台下共设置4条独立的铁水运输线,其中高炉出铁场北侧有2个运输通道;出铁场南侧有2个运输通道。在每个铁水罐位两侧设有挡墙,挡墙顶至出铁场平台结构梁底,防止出铁过程中铁水喷溅至摆动溜槽的另一罐位处,便于另一罐位安全配罐。出铁过程中,采用一罐一拉方式,重罐铁水达到要求量,摆动溜嘴摆到已配好空罐的另一方,取走重罐。
日照公司通过与铁前MES和钢轧MES等系统互联互通,形成集成的数据共享平台;优化各类生产、运输作业计划,对上下游的工序进行同步协调,使铁、钢包运输更加透明,实时查看整个铁水包运输路径中铁水包的实时位置和生产实绩;建立快速、准确、可共享的铁水包档案信息,最终实现铁钢作业无缝对接,达到出铁控制、车辆调度、铁包调度管理、行车调度管理等的协调统一,使得生产组织可控有序。
功能模板介绍及应用分析
高炉出铁模块由出铁计划申请、铁水车包信息、出铁动态监控及进车走罐程序等部分组成。
高炉出铁流程由值班工长申请高炉出铁计划,系统根据高炉出铁计划和铁水车包的预报情况,对高炉出铁位自动配车。配车完成后,高炉向该出铁位铁水包进行受铁,受铁过程中,系统通过车载秤将铁水实时重量、铁水流速、预计走罐时间等信息显示在智能管控平台上位机并记录到后台。铁水重量达到目标值后,摆动溜槽改向另一出铁位铁水包进行受铁,系统同时发出走罐信号,汽运司机接到系统下发的走罐信号及铁水目的地任务后,启动车辆驱往目的地。车辆满罐离开出铁位后,系统自动下发铁口位允许进车信号,车辆进行兑位,进入出铁位等待受铁。
铁水物流模块主要是铁水车装载铁水重包或空包折返于炼铁出铁口与炼钢受铁跨,完成系统下发的各项物流指令。
来自高炉出铁位的铁水重包到达目的地后,通过天车进行下包作业,作业完成后,铁水包与铁水车的绑定解锁。天车将新空包上到铁水车后,系统自动识别包号,并将车号与包号自动连锁并进入车包预报信息系统。进入铁包预报信息系统的铁包会在系统的指令下自动分配到相应出铁位,等待受铁。系统通过GPS及RFID等新技术,实现对铁水车包的自动跟踪及精准定位,全程对铁水车进行定位监控,并实时显示在智能管控系统上位机上,有效提高了铁水车的运行效率。
炼钢受铁模块包括铁水包重包下车、KR预处理、铁水兑入转炉和空包上车等工序过程。
铁水车包到达炼钢铁水加料跨后,由天车将铁水包下吊,通过天车位置的精准定位及天车操作指令的分析,系统实现对铁水包位置、状态的实时跟踪,并将加料跨铁水包信息显示在管控平台上位机上,系统根据铁水包重、空包的实时变化情况对炼钢及铸机的生产节奏做出提示信息。当铁水重包达到一定数量时,系统对高炉铁水的供应目的地发出预警提示或更改铁水去向,自动实现铁水调运的系统平衡。
智能管控平台是系统的核心,系统的实时监控、数据统计、指标分析都显示在管控平台。智能管控平台主要包括出铁过程动态监控、炼钢铁水包动态分布、信息预报及实绩管理等部分。
出铁过程动态监控通过该系统与高炉二级等系统的通信,实现对铁包信息和出铁过程信息的实时反馈和动态监控。炼钢铁水包动态分布是利用铁水包的自动跟踪实现对炼钢区域铁水包状态及分布的动态监控。信息预报主要通过对出铁过程的监控对铁水包的走罐时间做出预测,并根据炼钢工序的消化速度对铁水量的需求提供预测信息,实现炼铁与炼钢间铁水量的供需平衡。实绩管理是实现对铁水车运行、铁水包运行及铁水信息的统计与管理。多系统协同示意图见图1。
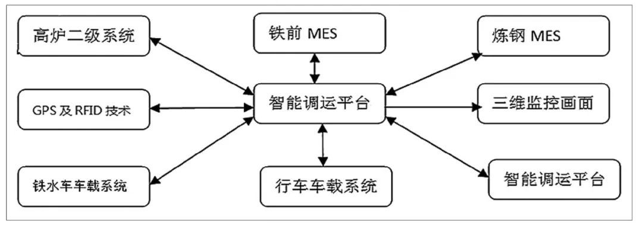
图1 多系统协同
在线铁水罐数量的动态管理。
为加快铁水罐运行周转率和减少铁水罐的投入,日照公司对在线的铁水罐数量实施动态管理,计算公式为:M(铁水罐在线数量)=4+1+2+X+Y+Z。其中,4为常规数量,即在4个出铁位各有1个铁水罐;1为两个出铁口共用一个等待位;2为在铁钢界面运输途中罐的数量,1重1空;X取决于铁钢生产平衡情况,如铁钢产量平衡X为0,如果铁的产能大于钢的产能,即需要铸铁作业时,X为1个~2个;Y取决于高炉出铁是否倒场,倒场Y为2个;Z为炼钢的重罐数量,一般控制在2个~3个,仅简单扒渣处理Z为2,如需深脱硫Z为3。
目前,日照公司的在线铁水罐的数量为9个~12个,周转率为4.3次/天~5.5次/天。
铁水温降控制与分析。

图2 铁水调运流程
铁水调运流程图见图2。结合日照公司生产实际,铁水的温降主要为高炉出铁、铁水运输、炼钢等待、KR扒渣等工序,各工序温降如下:
高炉出铁。铁水在受铁过程中温降最大,平均降温速率为1.35℃/min,铁水的温降主要用于铁包的蓄热和热辐射。目前每罐铁出铁时间为28min,过程温降为37.8℃,约占整个温降的64.2%。
运输和炼钢等待过程。运输和等待过程平均降温速率为0.45℃/min,运输时间平均7min,炼钢平均等待4.5min,过程温降为5.18℃,约占整个温降的8.8%。
KR脱硫、扒渣(未统计加料温降)。KR脱硫、扒渣的平均周期为30min,平均降温速率为0.53℃/min,过程温降为15.9℃,约占整个温降的27%。
从出铁到转炉兑铁,整个过程温降为:37.8℃+5.18℃+15.9℃=58.88℃。
传统运输工艺受线路复杂,铁水运输周期长、空罐的保温效果差、炼钢翻铁不彻底,留有残铁、过程折铁等因素的影响,铁水温降一般在100℃~180℃,显著降低了温降。
铁水罐的安全管控。
铁水罐运输管理属于公司一级危险源,一旦漏罐,将给生产带来极大影响。为保证铁水罐安全稳定运行,日照公司把对铁水罐外壁的测温记录和包衬检查情况的维护责任归到了铁水包智能调运系统,在系统内设定外壁温度标准和包衬厚度标准。一旦铁水罐在运行过程中超过此标准,系统内将自动提醒该铁水罐下线,显著提高了铁水罐运行的安全性。
应用效果
铁水智能调运系统是利用“物联网+”技术、信息技术、无线通信、智能识别、自动跟踪等技术,实现了铁水车连续无死角、准确定位跟踪,跨越多个平台,打破信息孤岛,将钢铁工艺紧密衔接,铁钢界面铁水调运科学、预判及时、组织有序,大大降低了作业人员的工作强度,填补了国内铁水智能调运的空白。
该系统显著降低了铁水温降。由于汽车运输灵活、减少关口的干扰、运输路程短、一罐到底,减少折铁等因素,铁水温降较传统工艺减少了42℃~120℃。
铁水罐安全运行水平显著提高,投产至今未发生一起事故。
该系统取得了显著的经济效益和社会效益。由于减少温降和铁水罐的投入,吨铁效益在1.2元左右;过程不折铁,减少了烟尘排放。
本文来源于网络,本着学习交流的目的进行转载,已标注原始作者和出处,如存在异议,请联系editor@xingongye.cn。如您对内容有疑问,请告之,以便我们及时处理。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


