
导语:CAPP系统的主要任务是通过计算机辅助工艺过程设计完成产品设计信息向制造信息的传递是连接CAD与CAM的桥梁
根据百科的定义浅谈计算机辅助工艺设计 (Computer Aided Process Planning)通常是指机械产品制造工艺过程的计算机辅助设计与文档编制。CAPP系统的主要任务是通过计算机辅助工艺过程设计完成产品设计信息向制造信息的传递、是连接CAD与CAM的桥梁。
主要目标和切入点
使工艺人员(用户)从繁琐重复的事务中解放出来,迅速编制出完整而详尽的工艺文件,缩短生产准备周期,提高产品制造质量,进而缩短整个产品的生命周期。
原理
产品信息输入:将产品设计信息输入计算机,并建立起产品信息的数据库;一是以人机交互的方式输入设计信息;另一种是直接从CAD系统中读取产品设计信息;
工艺信息输入:把工艺人员编制工艺的经验、工艺知识和逻辑思想以工艺决策规则的形式输入计算机,建立起工艺决策库(工艺知识库);
制造信息输入:把制造资源和工艺参数以适当的形式输入计算机,建立制造资源和工艺参数库;
生成工艺规程:通过程序设计充分利用计算机的计算、逻辑分析判断、储以及查询等功能来生成工艺规程。
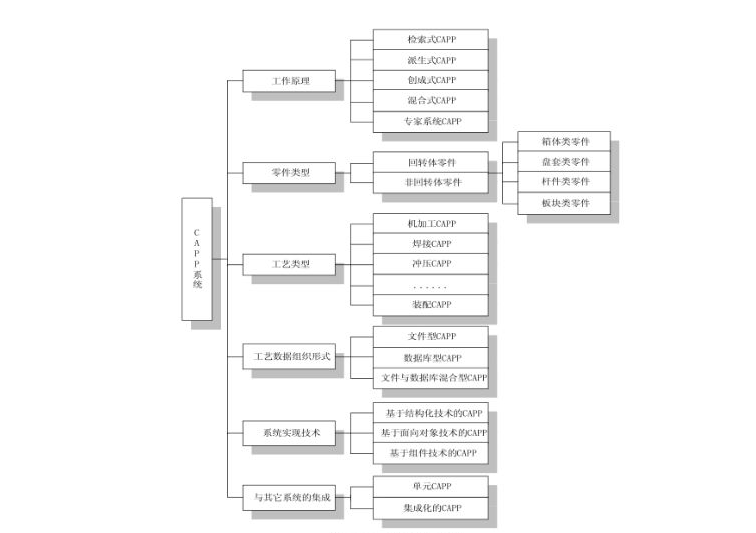
现有系统分类
CAPP按其工作原理可分为检索式Retrieval、派生式(Vari-ant)和创成式(Generative );
● 检索式Retrieval:
在检索式CAPP系统中,设计好的零件标准工艺被编号,并存储在计算机中;在制定零件的生产工艺时,可根据输入的零件信息进行搜索,查找合适的标准工艺。可见,检索式CAPP系统简单实用,但是由于标准工艺为数有限,大量的零件不能被覆盖,所以应用范围有限
● 派生式Variant:
派生式CAPP系统中,根据成组技术(GroupTechnology)原理将零件划分到不同的零件组,按零件组编制出标准工艺,并将其存储到计算机中;在为新零件设计工艺时,输入该零件的成组技术代码,检索到相应零件组的工艺,而后根据该零件的特点,由计算机自动进行工艺参数的修改,从而产生新的工艺[7]。可见,派生式CAPP系统也不能适用于所有的零件,而且由派生法产生的工艺往往需要进一步修改。
主要代表:挪威早期推出的AUTOPROS系统, 美国麦克唐纳. 道格拉斯自动化公司与 CAM-I 开发的CAPP-CAM-I 系统,英国曼彻斯特大学开发的 AutoCAP 系统等都是典型的派生式 CAPP 系统。
● 创成式Generative:
创成式CAPP中,不存入任何工艺,而是通过数学模型决策、逻辑推理决策或智能决策等方式结合制造资源库自动生成零件的工艺。在输入零件加工信息后,运行过程一般不需要人工干预。创成式CAPP系统具有较高的柔性,适应范围较广,而且便于与CAD和CAM集成。但是,由于工艺设计过程的复杂性,目前尚难开发出自动化程度很高、功能完全的创成式系统。目前的创成式系统实际上只能说基本上是创成式的。
主要代表:国普渡大学的 Wysk 博士在其博士论文中首次提出了基于工艺决策逻辑与算法的创成式 CAPP(Generative CAPP)的概念,并开发出第一个创成式 CAPP 系统原型—APPAS(Automated Process Planning And Selection)系统。
● 混合式 CAPP
鉴于创成式 CAPP 系统设计开发中的困难,随后研究人员提出了混合式 CAPP(Hybrid CAPP)系统,它融合了派生式和创成式两类 CAPP 系统的特点。混合式 CAPP 系统常采用派生的方法首先生成零件的典型加工顺序, 然后再根据零件信息, 采用逻辑推理决策的方法生成零件的工序内容, 最后再人机交互式地编辑修改工艺规程。 目前混合式的 CAPP 系统应用较为广泛。
● 智能化CAPP
进入 80 年代,研究人员探讨将人工智能(AI)技术、专家系统技术应用于 CAPP 系统中,促进了以知识基(knowledge-based)和智能化为特征的 CAPP 专家系统的研制。专家系统 CAPP 与创成式 CAPP 系统主要区别在于工艺设计过程的决策方式不同:创成式 CAPP是基于“逻辑算法+决策表”进行决策,专家系统 CAPP 则以“逻辑推理+知识”为核心,更强调工艺设计系统中工艺知识的表达、处理机制以及决策过程的自动化。1981 年法国的Descotte 等人开发的 GARI 系统是第一个利用人工智能技术开发的 CAPP 系统原型,该系统采用产生式规则来存储加工知识并可完成加工方法选择和工序排序工作。 目前已有数百套专家系统 CAPP 问世,其中较为著名的是日本东京大学开发的 TOM 系统,英国 UMIST 大学开发的 XCUT 系统以及扩充后的 XPLAN 系统等。
● 集成化CAPP
80 年代中后期,随着 CIM 概念的提出和 CIMS 在制造领域的推广应用,面向新的制造环境的集成化、 智能化以及功能更完备的 CAPP 系统成为新的研究热点, 涌现出了集成化的CAPP 系统,如德国阿亨工业大学 Eversheim 教授等开发的 AUTOTAP 系统;美国普渡大学的 H.P.Wang 与 Wysk 在 CADCAM 和 APPAS 系统的基础上,经扩充推出的 TIPPS(Totally Integrated Process Planning System)系统以及清华大学开发的 THCAPP 系统等都是早期集成化 CAPP 系统的典范。
国内CAPP领域现状
我国对 CAPP 的理论研究和系统开发虽然起步较晚, 但发展很快, 出现了大量的学术性和实用性的各类 CAPP 系统。国内高校例如同济、清华、北航、南航、华中科大、西安交大、 上海交大、 西北工大等在 CAPP 的研究和开发方面起步较早, 取得了卓有成效的成果,对我国 CAPP 的研究、 普及和推广应用起到了很好的推动作用。 比较有代表性的 CAPP 系统有 TOJICAPP、THCAPP、BHCAPP、BITCAPP、NHCAPP、XJDCAPP、HUST_RCAP 等。
在 90 年代中后期,国内几家从事制造业软件开发与系统集成服务的公司在消化吸收CAPP 研究成果的基础上,并结合我国企业的实际需求,陆续推出了不少商品化的 CAPP 系统,其中具有代表性的有开目 CAPP、天河 CAPP、思普 CAPP、金叶 CAPP、大天 CAPP、艾克斯特CAPP、天喻 CAPP 等,并分别在不同企业中得到了不同程度的应用。据不完全统计,目前我国自行研制开发的不同类型的 CAPP 系统已达 100 余套。 国内 CAPP 研究的深入程度、 覆盖面和发展水平如果保留地说还没有超过国外,则至少也已处于并驾齐驱的阶段
CAPP的未来
制造业在追求什么?所有制造类企业所追求的无法是在解一个叫 TQCSE的难题,即:
● 最快的上市速度(T-Time to Market)
● 最好的质量(Q-Quality)
● 最低的成本(C-Cost)
● 最优的服务(S-Service)
● 最清洁的环境(E-Environment)
IT行业的兴起为制造业解体提供了一种手段,在IT和制造不断融合的大背景下,工艺设计过程不光要考虑自身的内在需求(工艺调研、分析和审查产品结构工艺性、 设计工艺方案、 设计工艺路线、 设计工艺规程、 设计工艺装备、制定材料定额、工时定额、工艺设计结果需经过校对、审核、批准)还要更多的考虑外在的需求:
● 产生零件的工艺规程,为基于并行工程的产品设计提供制造可行性、加工成本分析、可装配性等信息和数据为 MIS/ERP 系统提供工时定额、材料定额、工装一览表、工艺路线表等基础的制造数据;
● 为计算机辅助质量检验系统提供加工精度、粗糙度、形位公差等质量检验项目内容和要求, 由计算机辅助质量检验系统自动生成零件的工序质量检验规划。
随着云制造、产业互联等新概念的出现、更对工业设计过程提出了更高的要求,主要挑战有:
● 并行工程(CE)
基于分布式并行处理的协同求解以及在其支持之下,面向产品整个生命周期寻求最优决策。并行工程方法力图使开发人员从设计一开始就考虑到产品生命周期(从概念形成到报废)中的各种因素,包括质量、成本、进度及用户需求,尽早暴露并修正产品开发全过程中存在的问题,从而达到提高质量、降低成本和缩短工期的目的
● 分布式网络化协同
CAPP系统的工作具有明显的层次性,不同层次的子系统、功能模块、相关的工程数据库及工艺知识库可组成分布式系统。在这种系统中,各级计算机系统是通过网络互连的,工艺设计过程是动态的,可以提供反馈功能,系统结构具有柔性;另外,在实际生产环境中,不同类别的零件所适用的CAPP设计方法也是不同的,可以采用一种由检索式、派生式、创成式等各种子系统组成的分布式CAPP系统,并通过测定零件类别,选择最合适的设计方法,各子系统可以通过公用数据库相互联系,共同完成设计任务
CAPP系统在追求智能化(专家系统、神经网络) 、集成化(供对产品生命周期中包括产品设计、工艺设计、产品仿真、产品制造、产品测试等各个阶段的全面支持)、通用化(CAPP框架系统)需要不断的提升对自身系统的要求(开放性、柔性、可重构性、集成性、实用性)。
如何构建一个相对稳定的、开放的、可重构的、可集成的 CAPP 工具系统体系结构、理论与方法,以及如何基于研究的 CAPP 理论和方法,结合工程实际的需求,开发 CAPP 工具系统,并应用于实践,服务于企业。始终是该领域的专家核心思考的问题。
本文来源于网络,本着学习交流的目的进行转载,已标注原始作者和出处,如存在异议,请联系editor@xingongye.cn。如您对内容有疑问,请告之,以便我们及时处理。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


