
导语:本文介绍了从生产流程优化数据治理大数据智能应用及智能管控几个方面促进了新一代信息技术和传统工业融合实现新一代高效智能的高炉炼铁生产模式提高了系统智能化提升劳动效率促进高炉生产
目前国家进入高质量发展期,积极推动制造业高端化、智能化、绿色化发展。随着云计算、大数据、物联网的涌现及人工智能、机器人等技术的快速发展,新一代智能化技术具备了与先进制造技术深度融合的条件,这将深刻影响和改变现有生产结构、生产方式和思维模式,为制造业带来革命性的变化。高炉冶炼过程复杂,涉及高温、高压、密闭等极端条件,内部信息缺乏且难以同步监测,传统依赖人工经验和判断的管理方式已无法满足高炉冶炼智能化转型升级的需求。智能化高炉生产是钢铁行业未来的重要发展方向,它综合利用了大数据、人工智能、物联网等先进技术,旨在提高高炉生产的效率、质量、稳定性和安全性。因此,加快推进数字化转型和智能化升级具有积极意义。
1 问题分析与论述
1.1 生产流程优化
三钢之前整个铁区生产组织主要由炼铁厂、烧结厂、焦化厂分别管辖,炼铁厂负责 3 座高炉的生产运行及铁水外运,烧结厂负责球团、烧结工序的生产运行,焦化厂负责炼焦、化产工序的生产运行,各工序所需的原燃料各自管理。组织机构间衔接和沟通存在较多交界面,管理、信息、数据分析等共享方面具有一定阻隔,不利于技术的整体进步和生产组织的协调管理,不符合高效管理和决策的技术发展趋势。各工序间协同性、匹配性差,管控分散,各自为政。“信息沟通不畅”“协同机理不清” 和 “全局优化难实现” 等问题的存在使跨工序无法实现实时联动计算。
基于铁区上下游工序的强相关性,借助智能制造改造项目。从公司组织机构层面,以 “铁区一体化管控” 为目标,原有的炼铁厂、烧结厂、焦化厂 3 个分厂合并成立铁前事业部。铁前事业部下设 2 个科室 7 个作业区,较合并前 21 个车间科室机构缩减约 57.14%。基层干部职数设 43 个较合并前 62 人缩减 30.65%,干部职数占比约 2.48%。此外,通过业务流程优化,成立 “大原料” 作业区。组织机构变革后,管理效率大幅提升,解决了前期 “协同机理不清”“全局优化难实现” 的问题。以高炉为中心,提高了高炉对烧结、球团、块矿、焦炭等物料的质量约束力,大大降低了因入炉料质量波动引起的炉况不稳的情况,高炉指标改善显著,促进生产的稳定顺行。
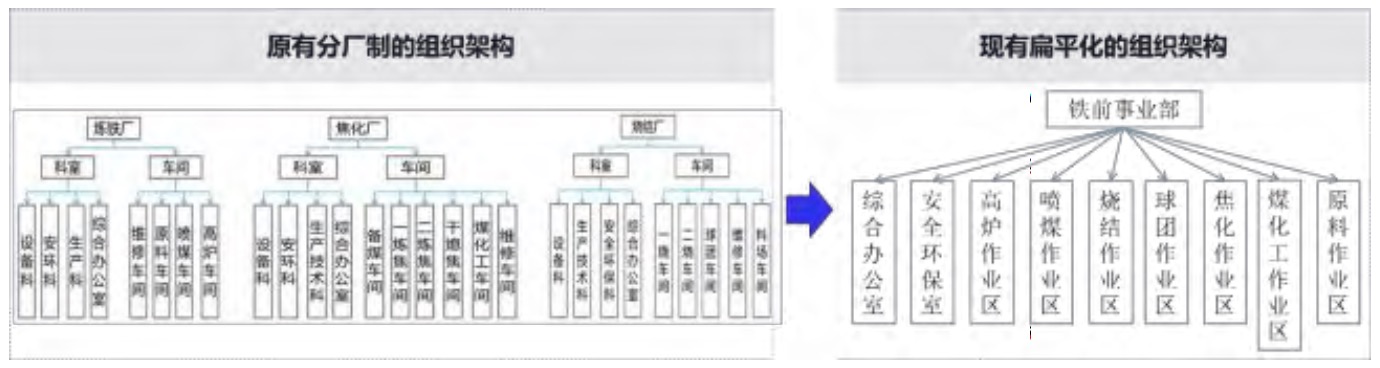
图 1 组织扁平化改革
1.2 数据治理
高炉作为炼铁生产的核心设备,对高炉数据进行有效的治理具有重要意义。三钢原生产中,对高炉生产过程中的大量数据,包括原料成分、工艺参数、设备运行状态等,缺乏自动采集手段。以往对生产数据的存储只能在本地电脑通过离线文件的方式进行存储,部分重要信息存储周期最多只有半年时间,同时对数据的分析主要靠高炉作业区技术人员的人工经验,缺乏长周期数据存储及历史数据分析平台。各工序数据分散在各个数据表中,部分系统 (比如 MES 系统) 对生产及操作所需信息化报表支持不够,大量数据需手动录入,难以自由地对原始数据加工处理形成可视化的数据图表,增加了操作人员及时、准确分析各工序运行情况的难度,使得数据的有效利用率低。
而采用物联网等技术采集高炉生产过程中的大量数据,可通过云平台对采集的数据进行存储,以便后续的分析和处理。运用数据挖掘、统计分析等技术手段,对清洗后的高炉数据进行深入分析,挖掘出有价值的信息和规律。通过搭建炼铁大数据平台,结合数据采集、标准化处理、建模分析等手段,实现高炉生产数据的全面治理和深度挖掘。实时监测高炉生产状态、预测生产性能、提供优化建议等,为高炉生产的智能化、高效化提供了有力支持。
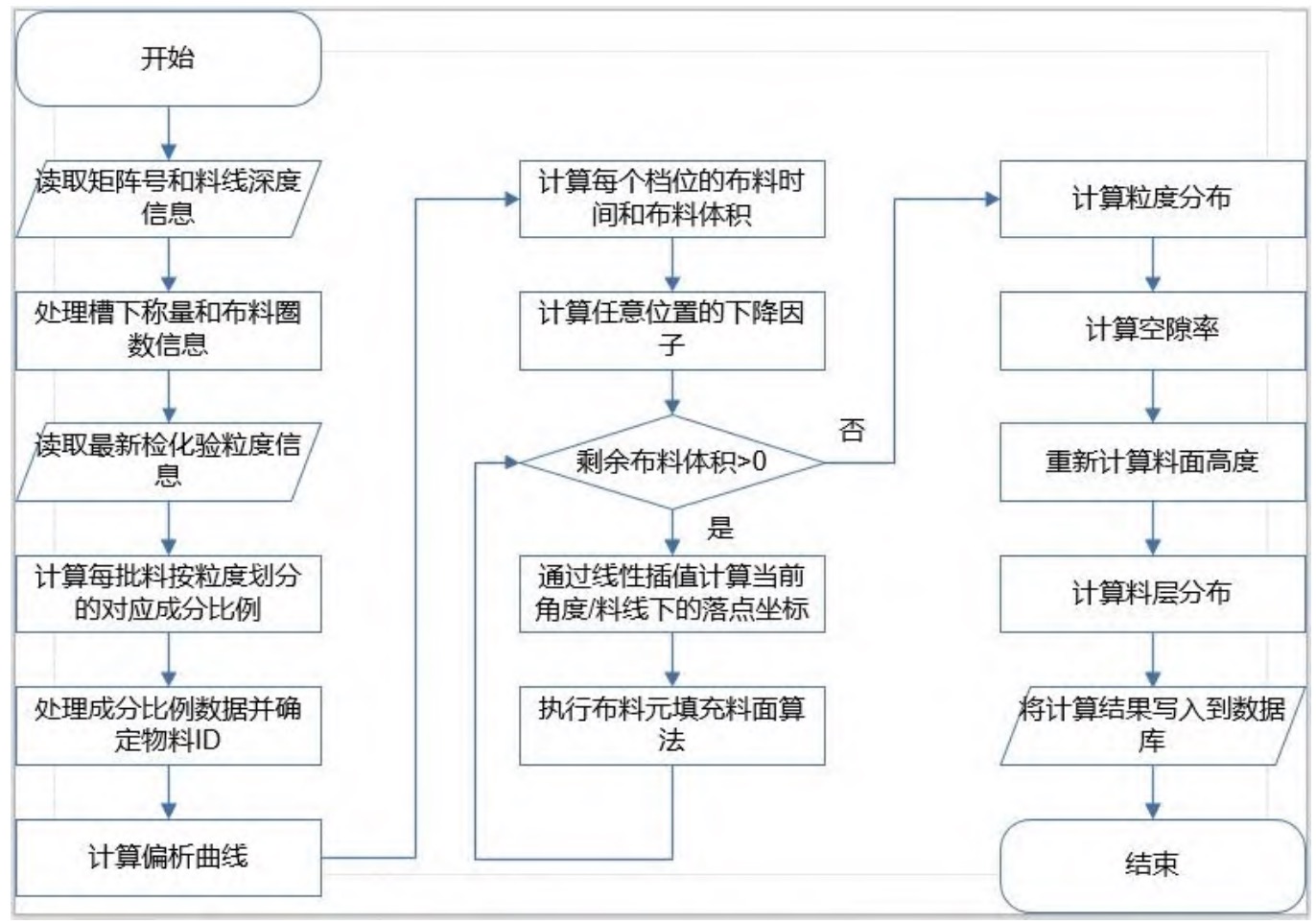
图 2 料面预测模型计算流程
1.3 大数据智能应用
通过本次智能制造项目实施,围绕高炉生产过程,开发了一系列管控与工艺模型,为高炉稳定顺行提供重要支撑。
1.3.1 炉喉料面预测
炉料在炉喉的分布状态,将直接影响气流分布是否合理,煤气能量是否充分利用,进而决定高炉是否稳定顺行、高效生产。三钢料面预测模型采用三段直曲线式描述料面形状,将布料过程抽象为布料元从溜槽末端划出落到炉喉区域,布料元不断堆积,依据料面函数形成一次料面形状,然后对料面形状进行修正,形成二次料面形状,最后输出模型结果。模型考虑物料自然堆角、堆密度、摩擦系数、溜槽转速等参数,引入偏析函数以计算不同粒度的物料在斜面滚动引起的筛分效应。
该模型可实现布料落点轨迹计算、料面分布模拟计算,直观展示料面形状,径向粒度分布和矿焦比曲线,不仅可以在线跟踪模拟上部布料过程,也可以离线计算不同装料制度对料面形状的影响,帮助操作者了解炉料分布状况,为调整装料制度提供参考,以实现规则均匀布料。

图 3 料面预测模型界面
1.3.2 炉身镜像
为直观反应炉内物料运动轨迹、确定迎负荷时间、查询炉内物料信息,需要对炉内物料运动进行数学建模和可视化展示,自动预警提示异常情况,帮助工长或管理人员能够对炉内各种信息实时查询,快速回溯历史装料信息。炉身镜像模型实时采集炉顶上料信息并关联检化验系统,接入合理配料模型自动计算每批料的理论铁量、吨铁剩余 CaO、负荷、燃料比、渣成分等信息,将炉顶、布料、炉型、风铁口及炉缸等关注信息进行整合,实现高炉 “黑箱” 生产的透明化。高炉工长可根据不同生产状况灵活修改高炉工作容积、称量偏差预警值、负荷预警值、高炉各段压缩率和吨铁剩余 CaO 阈值,以保证模型计算结果的准确性,提升精细化生产水平,为高炉工长提供全方位的信息跟踪,加强对高炉工作状况的监控。
1.3.3 炉温预测
高炉冶炼过程是复杂的高温物理化学过程,生铁硅含量表征着高炉冶炼炉缸的化学热状态,影响着高炉行程、能量消耗及生铁质量。首先结合三钢炼铁厂专家经验以及行业相关资料,确定影响铁水硅含量的参数作为判断炉热状态的主要依据;然后基于历史数据采用大数据挖掘技术,筛选出与铁水硅含量相关性较大的参数,作为模型输入参数,同时计算出各参数确切的滞后时间。根据过去 N 小时的炉热影响参数,经过数据清洗和时滞处理后,基于炉况诊断模型选择相应的映射函数,最后预测输出未来 2 小时的铁水硅含量。
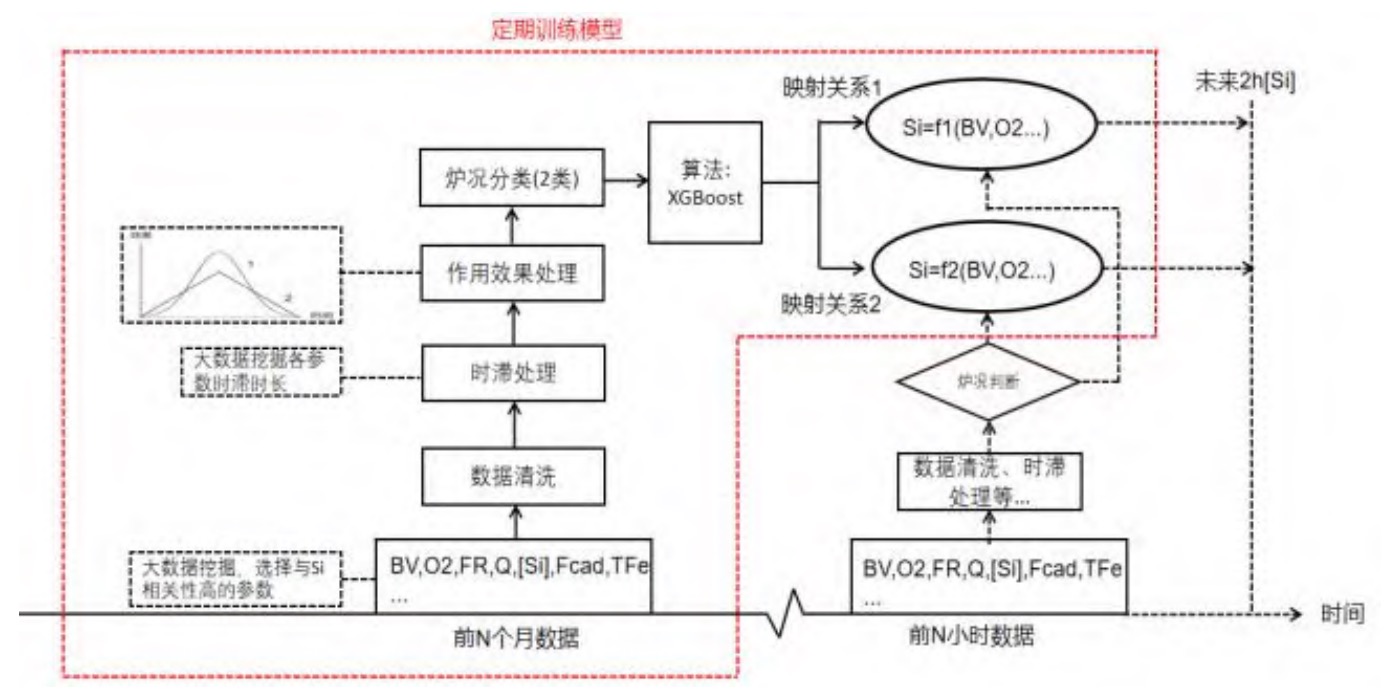
图 4 铁水硅含量智能预测模型机理图
1.3.4 有害元素分析与控制
铅、锌、钾、钠等有害元素的增加,会增加燃料消耗,部分有害元素在高炉内富集,也影响高炉寿命。为实现生产的安全、稳定,加强对入炉有害元素负荷的控制和跟踪,是高炉精细管理的重要课题。有害元素模型以天为单位,统计入炉物料和排出物料的重量,根据检化验数据计算各有害元素的带入量、排出量、负荷、排出率等指标。
根据制定的有害元素控制标准,结合各有害元素收入与排出物料占比统计分析,对超标元素进行预警推送,建立有害元素循环富集跟踪模型,实现有害元素循环富集的在线跟踪与离线历史数据查询,为相关人员管理有害元素提供操作指导建议。

图 5 铁水硅含量预测模型界面
1.3.5 操作炉型优化
高炉操作炉型对于生产的稳定顺行影响重大,合理操作炉型本质上是高炉炉内温度场在纵向和圆周上的分布情况,合理的炉型有利于炉内煤气流分布和炉料运动,使煤气化学能和热能利用程度高,炉衬温度分布合理,高炉生产指标达到最佳状态。炉型优化模型通过大数据算法根据选择的时间范围调取相关数据,根据冷却壁温度特征将其进行聚类,基于目标参数 (如产量、燃料比、煤气利用率等) 的权重与正负相关性设定计算结果进行排序,并输出匹配参数 (如风量、鼓风动能、风压等) 的相应范围,找到最佳操作炉型以及相应的操作参数区间,实现合理操作炉型的数据化管理,以充分挖掘高炉冶炼潜力。

图 6 炉型优化界面
1.3.6 健康诊断
高炉冶炼是一个综合性强、评价维度多、指标参数繁杂的生产过程,健康诊断模型从高炉指标检测、原燃料质量监控、铁水炉渣成分、送风参数、气流监控以及炉体炉缸温度等 6 个维度去评价炉况好坏。

图 7 健康诊断模型界面
管理人员根据生产节奏和管理要求,定期建立起 6 个维度的得分权重以及各维度下的指标分配与得分范围,系统自动根据实时数据计算综合得分。得分的波动可以快速表征炉况好坏,反映不同高炉的整体管理与操业水平;同时通过得分趋势变化和失分分析指导操炉调整方向,为高炉顺行稳定提供助力。
1.4 智能管控
结合三钢以往生产模式,铁区各工序内各条产线基本独立运行,在生产组织和技术管理上融合度不高,如 3 座高炉,各个中控之间距离较远,而相同岗位间的技术交流偏少,生产流程纵向上以工艺流程为主。部分作业区、中控室划分很细,流程管理不集中,带来在组织、管理上创新的困难,从而削弱了生产管理的控制力度,降低了信息传递的效率。各工序料场区域按产线布置独立管控,原料与高炉、烧结、球团等工序都有供料业务,造成交界面过多。
针对此问题,采取措施包括:(1) 将 1、2、6 高炉各中控室向铁区智控中心整合,对生产岗位设置进行融合;(2) 高炉工长属于核心岗位,各高炉保持独立;(3) 炼铁原料车间、烧结料场车间、焦化备煤车间合并为原料作业区。优化前中控室操作站数量约为 151 台,集控后操作站数量约为 74 台,共约减少约为 77 台。通过进行流程优化,以安全、高效为前提,对作业流程及岗位进行深度融合,使工序生产管理流程界面清晰、职责明确、人员高效。

图 8 智能集控前后对比
2 行动计划
为了进一步发挥智能制造在高炉冶炼中的作用,促进智能化转变,提升生产效率,未来还需进一步落实以下问题。
(1) 结合大数据智能应用,强化自主学习及预测类模型准确度,深度挖掘数据对生产过程的指导价值,铁前高炉的生产还是以降本增效为主线,我们要利用好大数据智能应用,加强高炉气流分析和操作管理等,确保以 “入炉原燃料成本结构最低” 为原则,实现高炉高效低耗生产;
(2) 基于已有数据,加强数据关联分析,促进智能化转变:1) 铁水含 [Si] 量不仅影响炼铁生产,对炼钢转炉工序的影响也很大,过高过低都会影响炼钢工序成本,从炉温预测模型入手,准确计算出未来铁水含 [Si] 量的走势,若偏差较大及时推送工长调节,从而促进铁、钢工序间的降本;2) 完善数据治理和采集分析功能,当生产出现异常或潜在问题时,通过 PC 端及手机端有目标、有选择地实时推送,提醒管理和操作人员采取相应措施,实现高炉生产长周期稳定;
(3) 加大生产管理的控制力度,提高信息传递的效率。2 号高炉计划于 9 月投产,要尽快将 2 号高炉生产控制体系一并纳入一体化管控平台,实现三钢 3 座高炉整体管控,使工序生产管理更加高效。
3 结论

图 9 高炉操作燃料比持续降低
目前三钢改革管理模式、提高管理效率、提升数字化与信息化水平,成功实施了智能制造项目改造,建设了具有三钢特色的标杆性集控项目,取得了显著的成效。
(1) 成立铁前事业部,建立铁前一体化管控机制,组织机构变革后,管理效率大幅提升,解决了前期 “协同机理不清”“全局优化难实现” 的问题;
(2) 以高炉为中心,提高了高炉对原燃料的质量约束力,降低了因入炉料质量波动引起的炉况不稳的情况发生,高炉指标改善显著,促进了生产的稳定顺行;
(3) 基于工业互联网平台,完成全工序数据采集及存储,建立统一大数据分析平台,实现了铁区全工序基础自动化及外部系统约 25 万数据点位采集,通过数据清洗、数据可视化及在线分析等操作,为成本核算、大数据智能应用及其他外部系统提供了基础数据支撑;
(4) 开发了物料跟踪、工序投料等联动协同优化 120 个跨工序数据融合、耦合计算的智能应用模型,为生产决策提供了实用工具,大幅提升了三钢信息化、智能化水平;
(5) 建立远离操作现场统一管控的智控中心,完成工序接入及组织岗位整合,实现了铁区全工序的智能管控,优化了岗位间横向与纵向的分工,提升了管理效率;
(6) 基于数据治理的完善与一体化管控平台的建立,项目上线并投用 390 张智能报表,实现无纸化办公,智能应用模型为生产决策提供了实用工具,以高炉工长岗位为例,能够节约原日常手抄报表约 45% 的时间,智能应用于精细化炉况操作,炉况稳定性提升约 40%。
(7) 得益于一体化管控与智能应用发挥重要作用,高炉严格要求原燃料关键质量,精准进行高炉操作,在综合入炉石品位波动下降的不利条件下,6 - 8 月操作燃料比稳步下降,平均由 510kg/t 下降至 507kg/t。
原文刊载于《福建冶金》2025年第2期 作者:福建三钢闽光股份有限公司 陈伟
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


