2024-07-26

导语:构建了51主工序流程碳排放数学模型开发了华铸钢铁生产碳排放仿真软件解决钢铁行业主工序流程模型缺乏问题
2020年9月22日,习近平总书记在第七十五届联合国大会一般性辩论会上提出了“中国二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和”的目标。2021年我国碳排放量超119亿吨,其中的工业排放约占70%,因此,能源转型和工业结构升级势在必行。在我国,钢铁行业是除电力系统以外最大的碳排放行业。
据世界钢铁协会统计,每生产1 t粗钢约排放1.8 t二氧化碳,而近20年我国粗钢产量连续走高,钢铁行业碳排放占全球比例超60%,故钢铁行业降碳减排刻不容缓。钢铁生产流程工序繁杂,影响碳排放的因素众多,预想实现降碳减排目标,需开展钢铁生产生命周期评价等研究,数字化仿真是重要手段。同时,通过引入干熄焦、煤和生物质共燃等新技术进行钢铁生产流程改造探索,为实现钢铁行业转型升级提供技术支撑。
国内外学者针对钢铁行业碳排放数字化仿真进行了大量探索。2005年,日本东北大学Hiroshi Nogami等基于多流体和动力学理论构建了多流体高炉数学模型,并应用于炉顶煤气回收和废塑料注入等新技术的模拟解析,实现对新技术利用后高炉碳排放的评估;2008年,瑞典吕勒奥大学Wang C等基于混合整数线性规划的过程集成方法,提出了一种优化模型,用于优化钢铁厂碳排放量;2015年,长沙大学邹安全等从系统动力学角度建立碳排放模型,模拟了吨钢生产碳排放量、单位采购碳排放量和采购周期三个参数对钢铁供应链碳排放总量的影响;2020年,法国特鲁瓦大学Norbert R等基于系统动力学框架,提出了一种物理化学和系统动力学耦合的动态模型,预测了钢铁生产总可变成本与二氧化碳排放量间的关系;同年,武汉科技大学高星等基于高炉内部反应原理,构建了MAS系统,验证得MAS系统所计算的高炉碳排放误差最高为6.7%,具有可靠性。
根据上述研究可以看出,模型构建方面,由于工艺流程繁多,物质流、能量流联系紧密,输入复杂等因素,目前钢铁生产碳排放研究主要集中于单一工序,主工序流程仿真模型缺乏;实际应用方面,已有的碳排放仿真模型多是基于传统钢铁生产流程与工艺进行仿真,流程改造方案欠缺。为此,团队在数字化仿真和企业管理的基础上,以中国宝武钢铁集团有限公司宝山钢铁股份有限公司钢铁生产流程为基础,对烧结、炼焦、炼铁、炼钢、轧钢等各工序主工序流程中燃料燃烧产生的碳排放以及各环节电极、生铁等含碳原料及熔剂分解氧化等材料产生的排放进行核算,建立实际生产主工序流程碳排放模型,对整个过程中的碳循环进行数字化仿真,模拟出碳元素循环积累过程。同时基于建模与仿真过程创新性提出四种钢铁生产流程改造方案,为企业钢铁生产过程中的工艺优化提出建议。本研究流程图如图1所示,可为钢铁生产主工序流程碳排放数字化仿真与流程改造提供参考。
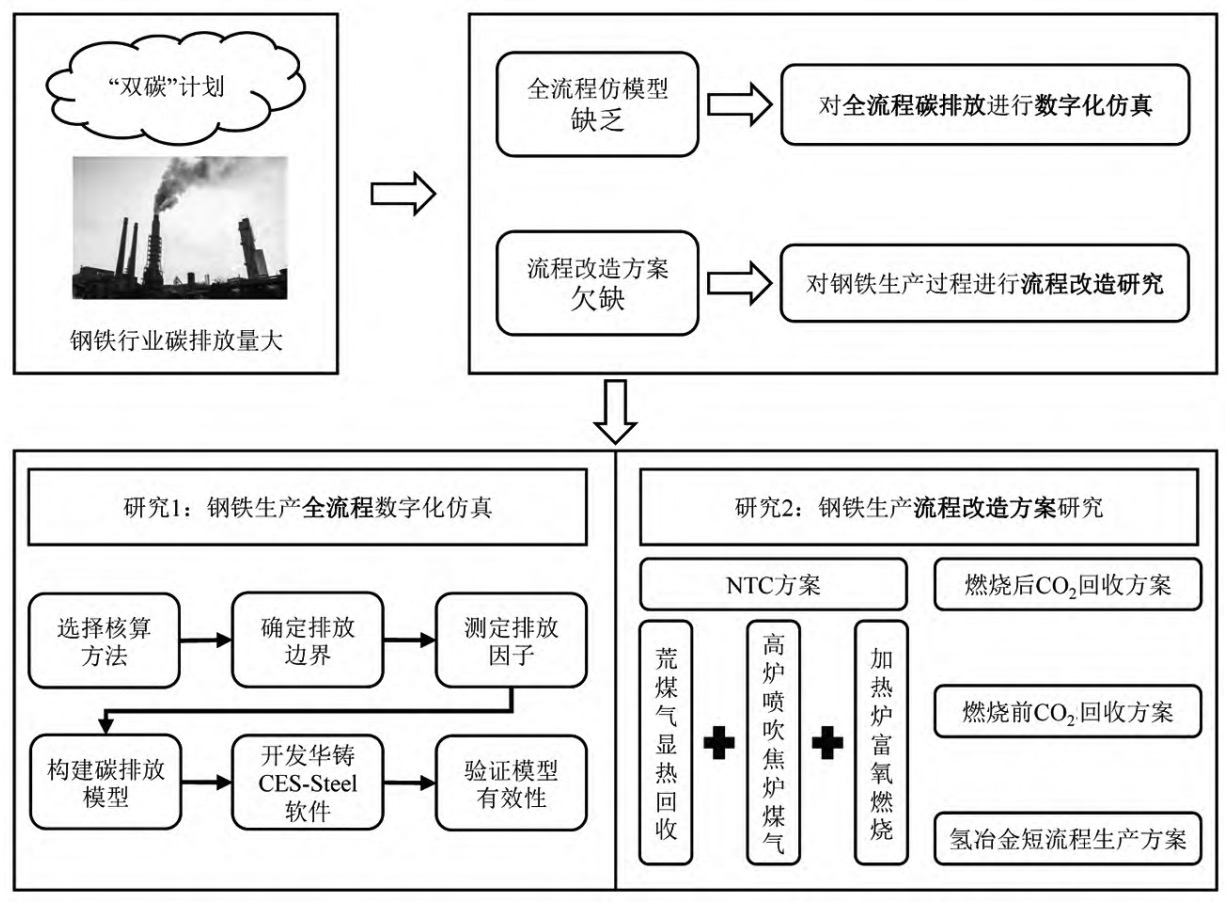
图1 本研究流程图
1 碳排放仿真模型构建
钢铁生产中各个工序是分隔开的,每个工序都会产生碳排放,但其物质流和能量流是紧密结合,环环相扣,因此可以通过生产过程中的物质流和能量流对各工序进行整体碳排放测算。温室气体的核算方法大体分为3类:活动水平法、质量守恒法、连续监测法,三种方法的主要优缺点如表1所示。本研究基于企业实际生产准确选取缺省值,综合活动水平法和质量守恒法,构建了“5+1”主工序流程碳排放数学模型,实现了钢铁生产主工序流程碳排放仿真计算。
表1 三种核算方法的比较

钢铁生产各工序CO2排放所占比重如图2a所示。其中,钢铁企业中约99.9%的碳排放产生于钢铁生产主要工序中,因此,对主要工序进行测算即能较好预测钢铁企业碳排放。本研究所确定的“5+1”主工序流程碳排放数字化仿真模型中的排放边界为钢铁生产的五个工序(烧结、炼焦、炼铁、炼钢和轧钢)中燃料燃烧所产生的碳排放(“5”)以及在这五个过程中所使用的材料(电极、生铁等含碳原料及熔剂材料)氧化分解产生的碳排放(“1”)。
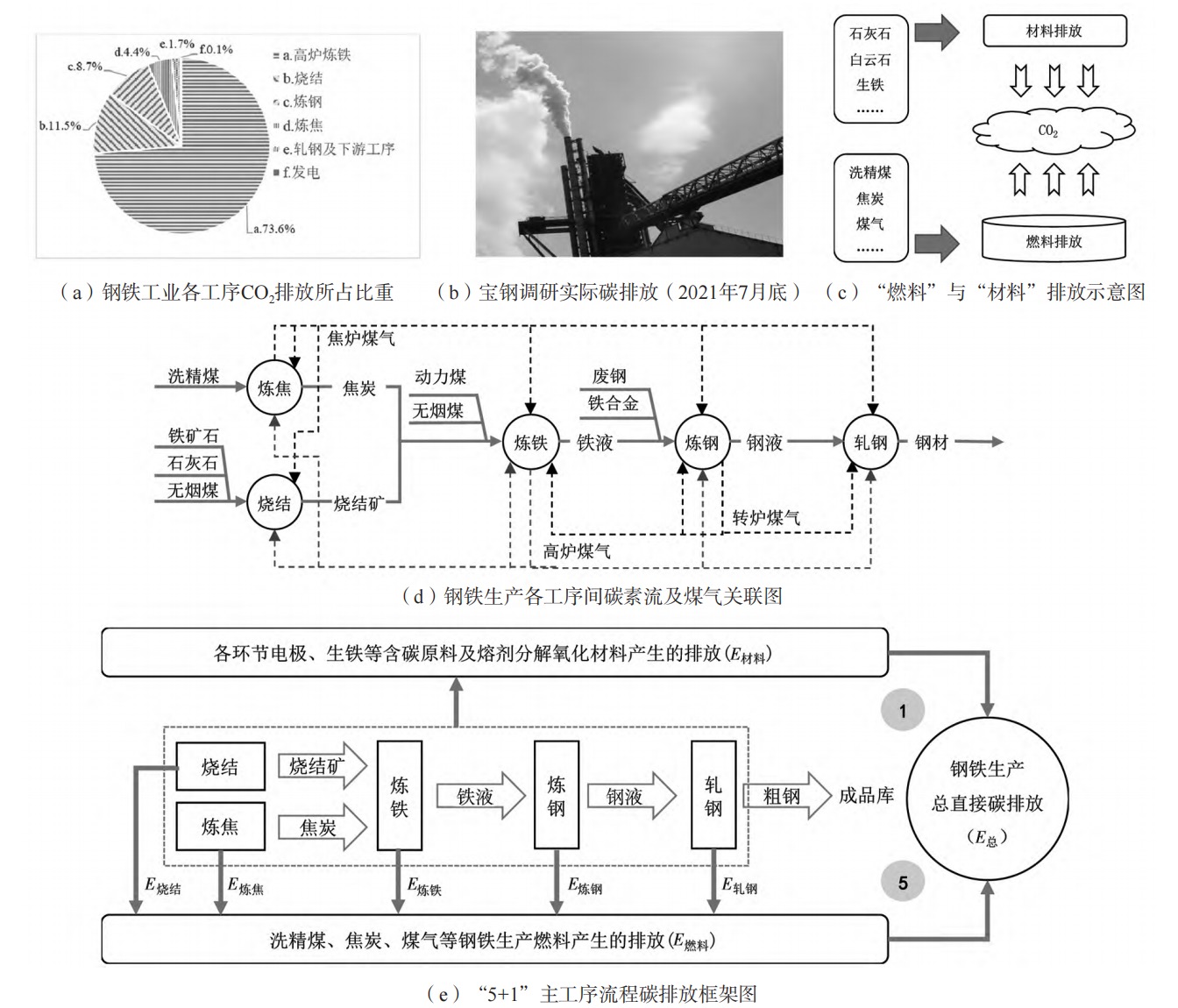
图2 钢铁生产主工序流程碳排放流程分析与模型构建
通过宝钢实地调研(图2b),钢铁生产碳排放可以分为直接排放和间接排放。其中直接排放为燃料燃烧和材料氧化分解产生的排放,如图2c所示。间接排放主要包括:企业消耗外购电力、热力等产生的碳排放等。根据所确定的排放边界,为了使研究更具针对性,没有将间接排放量纳入计算中。通过分析烧结、炼焦、炼铁、炼钢、轧钢等各工序碳素流及煤气关联,为模型中各环节输入与输出的确立奠定基础,如图2d所示。在此基础上建立“5+1”主工序流程碳排放仿真计算模型框架,钢铁生产过程中碳排放为各个环节燃料燃烧产生的碳排放(“5”)和各环节溶剂、生铁等材料氧化分解产生的碳排放(“1”)之和,如图2e所示。
“5+1”主工序流程碳排放计算方法如式(1)所示。

确定各工序的输入和输出后,各环节碳排放计算 方法如式(2)所示。

∑E各环节 表示各环节碳排放量,∑E输入表示基于经验值计算的各环节输入物质碳排放量,∑E输出表示基于经验值计算的各环节输出物质碳排放量。
本研究排放因子、氧化率、燃料热值等等是根据企业实际进购的燃料来进行测定的,并不是一个固定值。以无烟煤为例,根据煤炭科学研究院煤化学研究所煤质组所著的《煤的发热量和计算公式》一书,无烟煤的低位热值的经验公式如式(3)所示。

式中:Q无烟煤为无烟煤的低位热值;K0为经验公式的系数;Wf 为燃料中分析基水分的质量分数;Af 为燃料中分析基灰分的质量分数;Vf 为燃料中分析基挥发分的质量分数。
不同所在地产出的无烟煤有不同的系数K0,根据企业所买无烟煤的产地得出具体的系数值,并根据企业所给无烟煤具体测算其水分、灰分以及挥发分的质量分数,按照经验公式计算热值。由于无烟煤各项参数不尽相同,会得到较多关于热值的数据,使用原始数据的均值会损失原始数据的方差、偏度等信息,因此对数据进行模糊化处理,使用原始数据模糊中心 的矩估计来表示最终的热值。
首先计算出热值的平均值X0,标准差S和三阶中心矩U3,设模糊集A为不对称三角形模糊集,其隶属函数如式(4)所示,记为T(c,l,r)。
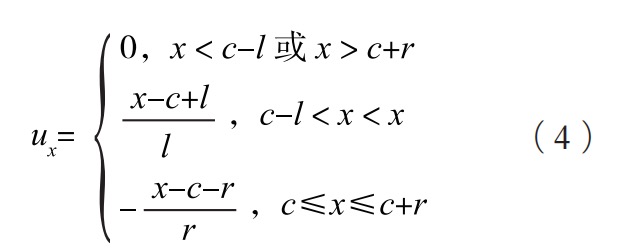
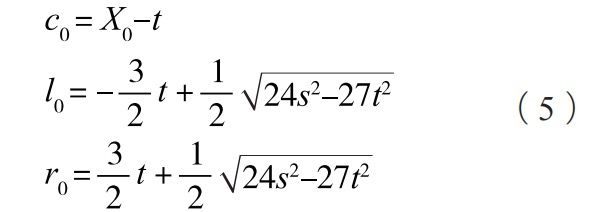
其中c为模糊中心,r为模糊半径,其矩估计c0即为我们所需数值,计算方法如式(5)所示。其中t由均值、方差和三阶中心矩求出,计算方法如式(6)所示。

若是| t | ≥ s,则数据严重偏差,不适宜用不对称三角形模糊集。这时,若u3≤0,则采用升单侧三角形模糊集;u3>0,采用降单侧三角形模糊集,其矩估计分别如式(7)所示。

根据以上算式,计算出模糊中心的矩估计,作为参数的值。
企业实际测得的无烟煤热值及计算所得的数据如表2所示,其余燃料的热值以及氧化率等参数的测算与无烟煤一致,这样计算相比按照固定值直接计算能使结果更符合企业实际,使结果更准确。由于| t | ≥ s,u3<0,故使用升单侧三角形模糊集,求得模糊中心矩估计为27.34 MJ/kg。
表2 模糊化所得热值

(1)“5+1”模型中“5”的计算
该环节所计算的为生产过程中化石燃料燃烧产生的碳排放。化石燃料燃烧产生的排放如式(8)所示。
式中:E为化石燃料燃烧产生的CO2排放量,t;FCIk为投入第k种化石燃料的消耗量,t或者万m3;NCVIk为投入第k种燃料的平均低位发热量,GJ/t或GJ/万m3;CCI k为投入第k种燃料的单位热值含碳量,t碳/TJ;OFIk为投入第k种燃料的氧化率,%;EPOs为产出用于后续环节的第s种燃料产量,t或万m3;NCVOs为产出第s种燃料的平均低位发热量,GJ/t或GJ/万m3;CCOs为产出第s种燃料的单位热值含碳量,t碳/TJ;OFOs为产出第s种燃料的氧化率,%。
(2)“5+1”模型中“1”的计算
该环节所计算的为生产过程中材料氧化分解产生的碳排放。其中白云石、石灰石产生的碳排放进入大气,生铁等材料进入下游工序,此部分是指生铁含有的碳元素材料排放。进入大气中的碳算作碳排放,而进入下游工序的碳按照最终生产的粗钢产量中所含碳元素进行等效计算。
a. 白云石、石灰石消耗产生的碳排放如式(9)所示。

式中:E为白云石、石灰石消耗产生的二氧化碳排放量,t;D为白云石消耗量,t;EFα为白云石CO2排放因子,tCO2/t;L为石灰石消耗量t;EFl为石灰石的CO2排放因子,tCO2/t。
b. 电极消耗产生的碳排放如式(10)所示。

式中:E为消费电极所产生的CO2量,t;P为电极消耗量,t;EFP为电极的CO2排放因子,tCO2/t。
c. 炼钢降碳过程产生的碳排放如式(11)所示。

式中,E为降碳过程中含碳变化产生的CO2排放量,t;Mk为降碳过程投入的第k种外购含碳原料的消耗量,t;EFk为降碳过程投入的第k种外购含碳原料CO2排放因子,tCO2/t;Ps为降碳过程产出的第s种钢铁产品质量,t;EFs为降碳过程产出的第s种钢铁产品的CO2排放因子,tCO2/t。
2 碳排放仿真软件开发及验证
2.1 华铸 CES-Steel 软件开发
基于上述模型,开发了“华铸钢铁生产碳排放仿真”(华铸Carbon Emission Simulation-Steel,简称“华铸CES-Steel”)软件,为钢铁生产主工序流程碳排放数字化仿真提供了一种可行方案。华铸CES-Steel软件主要有6项功能:各工序输入输出的添加;主工序流程碳排放的预测;单位粗钢各环节碳排放计算;同流程各工序碳排放比较;不同工艺各工序碳排放比较和历史数据查询等。软件的整体界面和部分功能示意图如图3和图4所示。
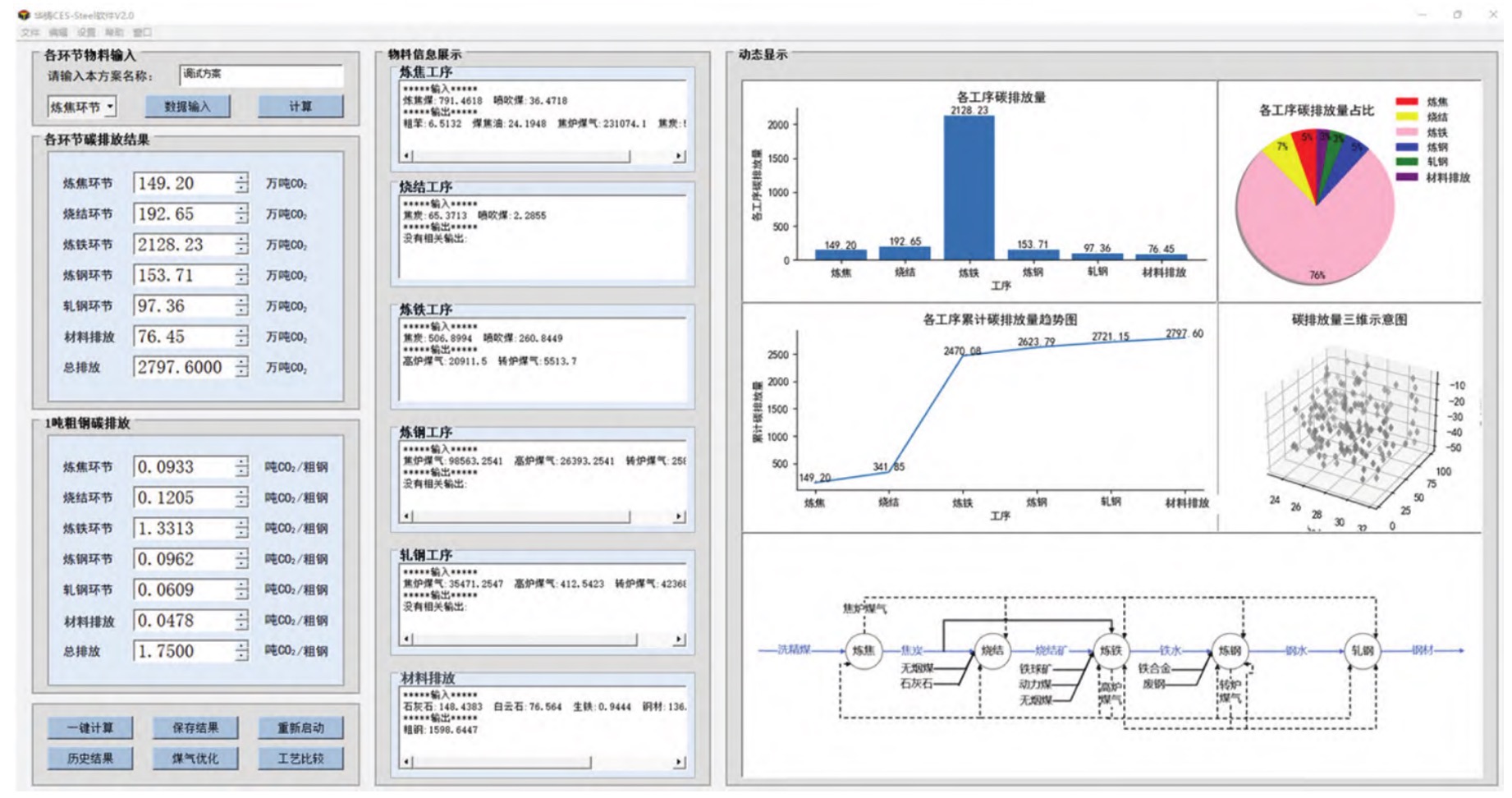
图3 软件整体界面及部分功能示意图
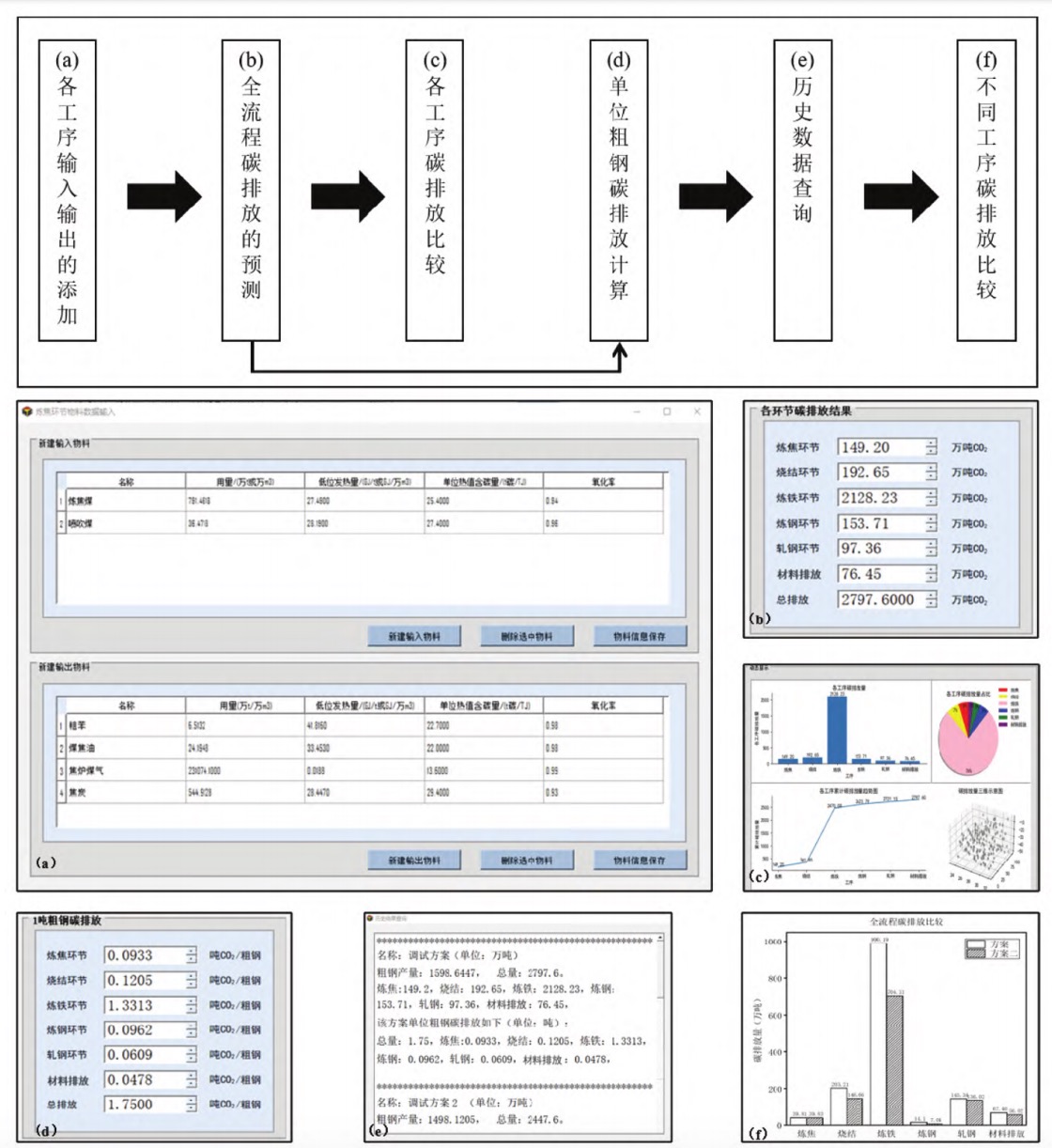
图4 部分功能示意图
2.1.1 各工序输入输出的添加
通过自定义物料窗口实现一种或多种物质的添加。输入新加物料的用量、低位发热量、单位热值含碳量和氧化率等经验值之后,就可将所消耗燃料和材料归入生产流程中,满足在不同生产技术下的应用。
2.1.2 主工序流程碳排放的预测
实现主工序流程碳排放的预测是本软件最基础的功能。基于“5+1”主工序流程碳排放模型,对模型中的“5”(燃料排放)和“1”(材料排放)进行碳排放计算,实现对主工序流程各环节碳排放的预测。
2.1.3 同流程各工序碳排放的动态比较
本软件在主界面引入了图形动态化显示,在实现主工序流程碳排放计算的基础上,实时比较各环节产生的碳排放。对钢铁生产各工序进行预测后,可动态显示到当前工序为止各工序碳排放量的柱状图、各工序碳排放量占比的饼状图、各工序累计碳排放量的折线图,以及表示碳排量的三维图,除此之外,在流程图中特别标注了当前进行计算的环节,方便使用者对各个环节碳排放直观、实时地了解。
2.1.4 单位粗钢各环节碳排放量的计算
在计算出各工序碳排放的基础上,可一键计算生产单位粗钢各工序碳排放、主工序流程碳排放及实现最终可视化显示。
2.1.5 不同工艺各工序碳排放的比较
在实际钢铁生产过程中,调整各工序输入输出物料的用量,应用一些降碳减排的新技术,都会对程序中输入输出的值产生影响,进而影响各工序碳排放量以及总碳排放量,若想实现低碳生产,就必须从多个工艺方案中选取最佳方案的计算,本软件提供两个工艺方案各工序碳排量的比较,可以实现单个工序和主工序流程碳排放的比较。
2.1.6 历史结果查询
计算结束后可保存计算结果,并可查看不同的计算结果,其中包含技术名称、各环节碳排放量、总碳排放量等,可以实现对多个工艺方案碳排放的记录。
2.2 宝钢、唐钢碳排放验证
宝钢各环节装备如下。(1)炼焦工序:包括一炼焦、三炼焦、四炼焦,6米焦炉12台;(2)烧结工序:包括二烧结、三烧结、四烧结,450立方米烧结炉3座;(3)炼铁工序:包括一高炉、二高炉、三高炉、四高炉,4 063立方米高炉2座,4 350立方米高炉2座;(4)炼钢工序:包括一炼钢、二炼钢,300 t转炉3台,350 t转炉2台;(5)电炉工序:包括圆方坯电炉、方坯电炉等;(6)条钢工序:包括初轧工序、高线工序;(7)热轧工序:包括2050、1580、1880机组;(8)冷轧工序:包括2030、1420、1550、1730机组;(9)厚板厂工序;(10)硅钢工序;(11)钢管工序;(12)余热发电(CDQ发电);(13)电厂:350 MW燃煤发电机组4台、15 MW燃机机组1台及其固定辅助生产系统;(14)公辅系统:包括燃气加工、焙烧、蒸汽系统、鼓风、给水、制氧、制氢站等;(15)镀锡板厂。
唐钢各环节装备如下。(1)炼焦工序:包括36孔焦炉4台,65孔焦炉2台;(2)烧结工序:包括360 m2烧结机1座,265 m2烧结机1座,210m2烧结机2座,180 m2烧结机1座;(3)炼铁工序:包括2 000 m3和3 200 m3高炉各两台;(4)炼钢工序:包括55 t转炉4台,150 t转炉3台;(5)其他工序:包括中型生产线1条,高线生产线2条,热板生产线2条。
被划分到直接排放边界内的有:炼焦、烧结、炼铁、炼钢、轧钢等环节的燃料燃烧产生的碳排放;各环节电极、生铁等含碳原料及熔剂材料氧化分解产生的排放。宝钢在某个生产周期中,粗钢产量为1 598.644 7万吨,唐钢在某个生产周期中,粗钢产量为542万吨,通过对生产过程数据进行处理分析,输入到软件进行仿真,各个环节的碳排放数据如表3所示。
表3 宝钢(粗钢产量1 598.644 7万吨)与唐钢(粗钢产量542万吨)各环节碳排放
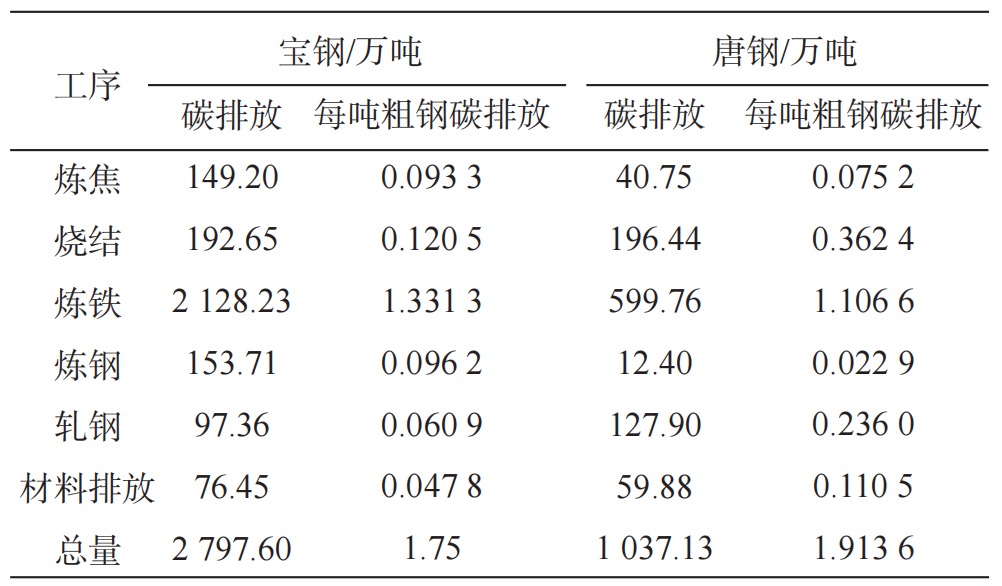
将软件所预测得出的碳排放数据与两家企业2020年产量及《财经》和中创碳投发布的《中国上市公司碳排放排行榜(2021)》中的2020碳排放量估算得出的单位粗钢直接碳排放量进行验证,如图5所示,与估算结果比较,吻合度超过96%。
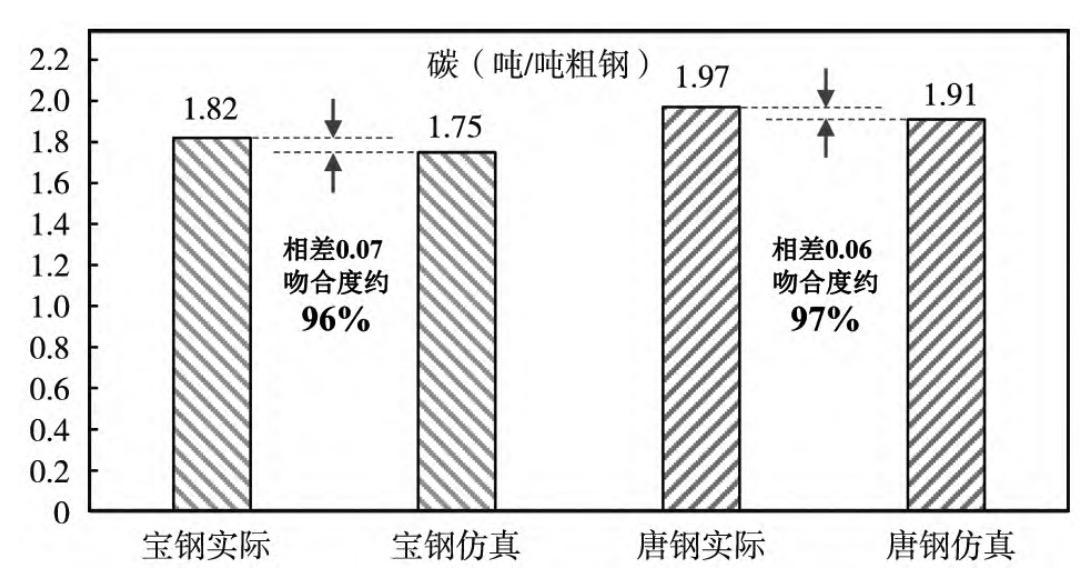
图5 宝钢唐钢仿真验证
3 流程改造方案研究
提出四种流程改造方案,分别为NTC(New Technology Combination)方案、燃烧后CO2回收方案、燃烧前CO2回收方案和氢冶金短流程生产方案,可以为钢铁企业的降碳减排提供思路。
3.1 方案设计
宝钢现行钢铁生产过程中采用的减排技术包括干熄焦技术,高炉喷吹煤粉和加热炉空/煤气双预热技术,这些技术目前减排效果良好且较为成熟。而为了进一步增强减排效果,在原有生产技术基础上,通过新技术组合创新地提出相关流程NTC方案:荒煤气显热回收+高炉喷吹焦炉煤气+富氧燃烧技术。NTC方案是基于技术革新的流程改造,如图6所示。
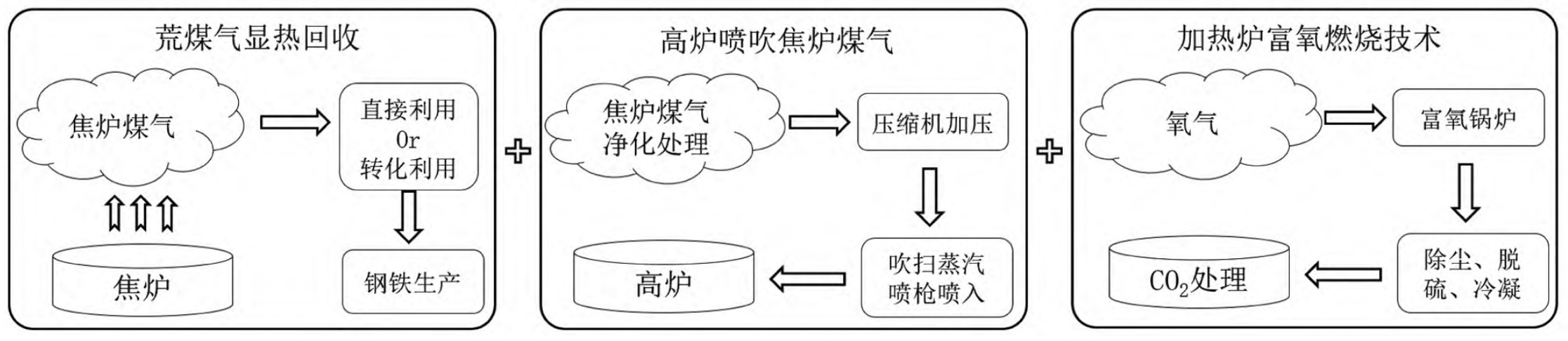
图6 NTC方案技术路线
焦炉荒煤气显热回收技术,是指将钢铁生产中产生煤气所携带的大量热量,通过科学手段直接或者间接重新利用。焦炉产生的荒煤气温度在850 ℃左右,吨焦可产生0.7 MPa饱和蒸汽130 kg左右。对高温荒煤气显热进行有效回收,可以降低焦化工序能耗约12.7 kgce/吨焦,减少二氧化碳排放33.5 kg。
高炉喷吹焦炉煤气,将富氢焦炉煤气通入高炉,以降低碳排放,是目前研究热点之一。通过将来自焦化厂的焦炉煤气进行简化处理后,加压送入高炉风口,焦炉煤气可以在高炉中起到发热剂和还原剂的作用。与未喷吹焦炉煤气的炼铁方案相比,单位质量铁水喷吹50m3焦炉煤气可减少16.16 kg碳使用量,综合减排19.98 kgCO2,高炉喷吹焦炉煤气不仅可以提高产量,也可以降低碳排放。
富氧燃烧技术是燃料领域一种新型节能技术,是指气体中氧气的体积分数>21%时的燃烧,在助燃空气中每增加1%的氧气,则相应减少4%的氮气,富氧燃烧有着加快燃烧速度、提高燃烧效率减少废气量等明显的绿色环保效果。相关数据证明,在该技术实施下,钢坯加热时的温度均匀性会有明显的改善,同时能耗降低15%,产量提高至少15%。采用25%富氧燃烧技术后可以达到兼顾减排和经济效益。NTC方案是在现有主工序流程生产的基础上,进行工艺优化。虽然减碳效果有限,但相对易于实现和应用,该方案对于近十年的降碳减排工作有望发挥重要作用。
其他三种方案分别为:燃烧后CO2回收方案;燃烧前CO2回收方案和氢冶金短流程生产方案。
燃烧后CO2回收方案:将CO2捕集技术和余热回收技术进行结合,CO2回收中所需的热量由钢铁生产环节中收集到的余热提供,从而实现减排的效果,如图7a所示。
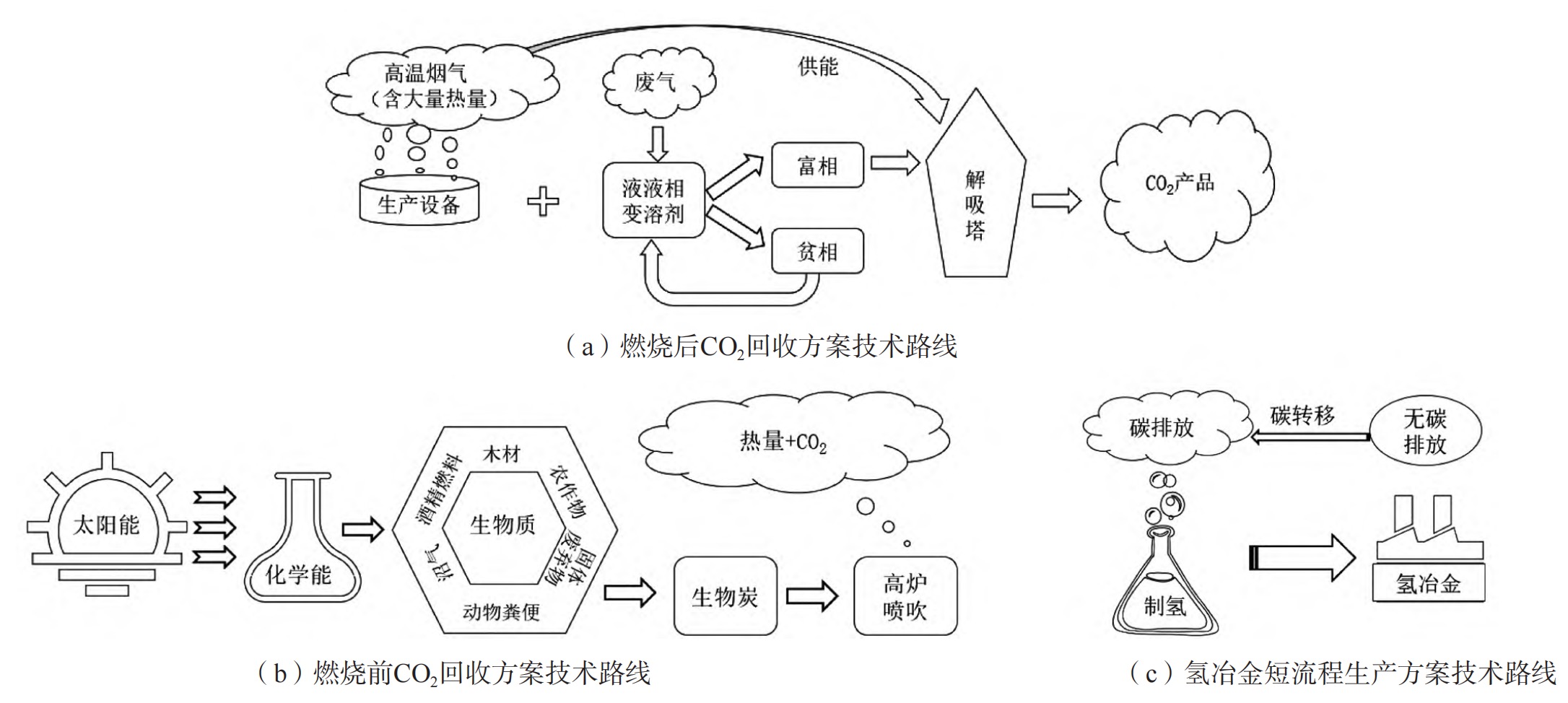
图7 其他三种方案技术路线
燃烧前CO2回收方案:在技术变革基础上,通过生物质能源生产生物炭,逐步代替目前高炉喷吹用煤和焦炭的使用(如在初期,生物炭和焦炭按照1∶4进行混合,作为高炉生产中的能源输入和还原物质),如图7b所示,技术成熟后,可以将生物炭用于钢铁生产流程的其他环节,甚至代替大部分燃料,具有比较好的发展前景。
氢冶金短流程生产方案:将氢气代替煤炭作为高炉的还原剂,以减少乃至完全避免钢铁生产中的二氧化碳排放,保证钢铁工业的绿色可持续发展,如图7c所示。目前,国内外均提出了氢冶金的战略规划,如欧盟的ULCOS项目、日本的COURSE50计划等。国内氢冶金工艺研究起步较晚,宝钢、钢铁研究总院及上海大学共同研发氢冶金熔融还原新项目;酒钢创建多种氢冶金理论并建立“煤基氢冶金+干磨干选制铁短流程”示范基地。我国氢冶金发展的两大主要方向为:高炉富氢冶炼和富氢气基竖炉。从整个生命周期追溯上来看,只是转移了碳排放环节,目前做到大量生产氢气且产生较少碳排放仍有难度,但仍是未来趋势之一。
3.2 技术对比及可行性分析
方案1:NTC方案组合三种新技术,分别利用热量的回收来提高经济效益;通过喷吹焦炉煤气降低能耗,减少碳排放量;利用富氧燃烧提高效率,增强环境效益。预计该方案能降低7%的碳排放,虽然效果有限,但是针对近期降碳减排任务有望发挥重要作用。
方案2:燃烧后CO2回收方案结合钢铁生产流程,与显热回收有效结合,可有效降低碳排放。它能通过低成本,低能耗的方式分离回收余热,利用余热给工艺进行供能,有效提高经济效益。预计该方案能降低60%的碳排放,能达到减排和提高经济效益的双赢效果。
方案3:燃烧前CO2回收方案与炼铁等工序结合,先局部改进生产工艺,应用于炼铁环节,技术成熟后可推广至钢铁生产主工序流程。预计该方案能降低28%~100%的碳排放,技术成熟之后效果良好。
方案4:氢冶金短流程生产方案具有很大发展潜力,尽管存在着氢转移等难题,但目前利用可再生能源以较低成本制氢已经成为研究热点,且低成本,低排放的方式已有相关尝试。预计该方案有望降低100%的碳排放,是未来研究的主要方向。
四种流程改造方案的对比如图8所示。提出的四种流程改造方案经过分析验证,均可有效降低碳排放。
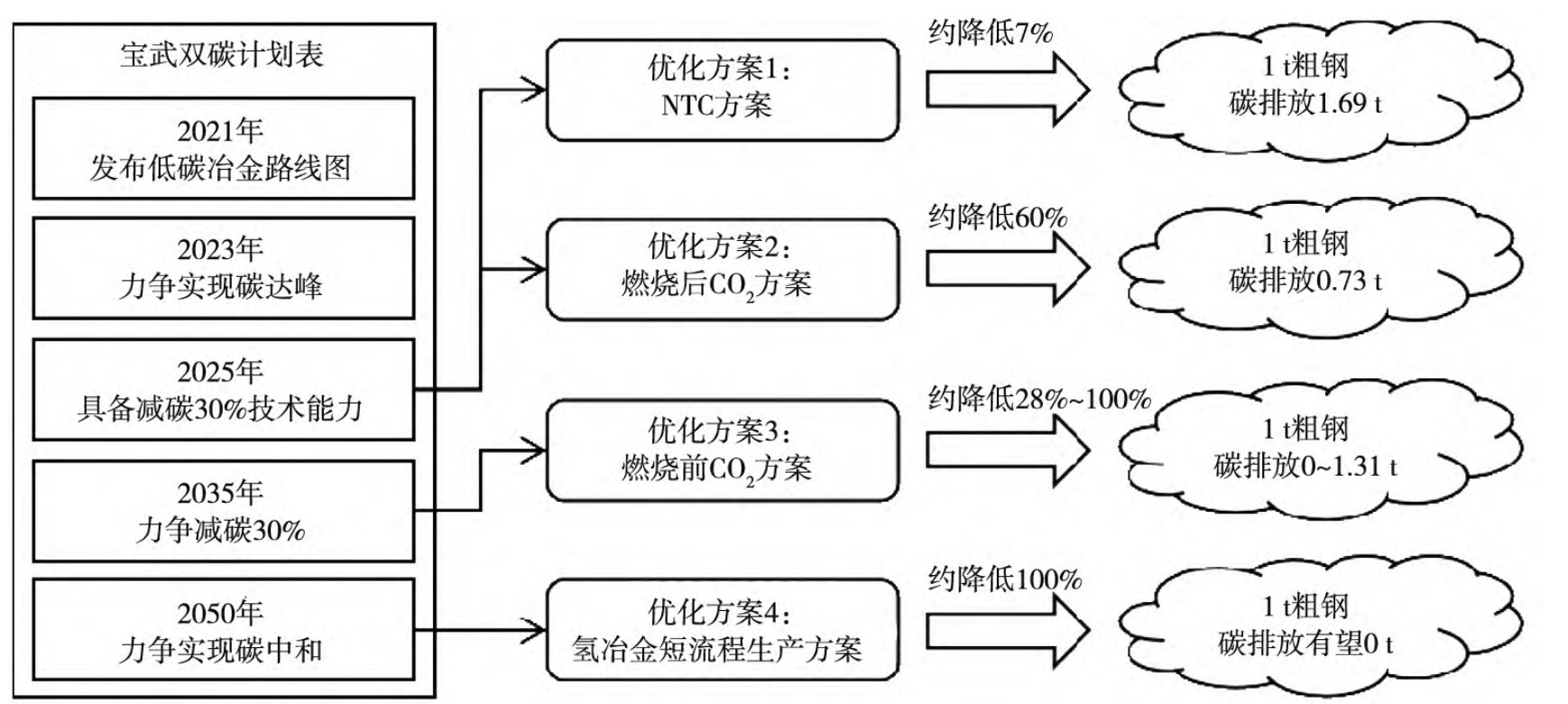
图8 宝钢四种优化方案对比
中国宝武等钢铁企业一直以来都十分重视钢铁生产的降碳减排。如宝武制定的“双碳”计划:(1)2021年发布低碳冶金路线图;(2)2023年力争实现碳达峰;(3)2025年具备减碳30%工艺技术能力;(4)2035年力争减碳30%;(5)2050年力争实现碳中和。四种流程改造方案可为钢铁行业“碳达峰”和“碳中和”提供参考,如优化方案1:NTC方案和优化方案2:燃烧后CO2回收方案,可服务于钢铁行业近期和中期“双碳”目标;优化方案3:燃烧前CO2回收方案和优化方案4:氢冶金短流程生产方案可服务于钢铁行业中后期和后期目标。
4 总结与展望
本研究对钢铁企业主工序流程碳排放进行数字化建模与仿真,并提出钢铁生产流程改造新思路,结论如下:
(1)构建了“5+1”主工序流程碳排放数学模型,实现了钢铁生产主工序流程数字化仿真,开发了华铸CES-Steel软件,并基于宝钢、唐钢企业数据进行验证,计算结果吻合度超96%,证实了模型与软件的可靠性。
(2)从革新技术、碳回收、碳中和和能源变更等四个维度,提出NTC,燃烧后CO2回收,燃烧前CO2回收和氢冶金短流程生产等四种程改造方案,可依次服务于近期、中期、中后期、后期“双碳”计划,为钢铁行业降碳减排提供参考。
钢铁生产中的副产煤气优化调度可以对能源利用实现最大化,对于钢铁行业降碳减排具有重要意义。后续可在“5+1”主工序流程碳排放数学模型中融入面向双碳战略的副产煤气系统的优化调度,继续服务于钢铁行业的降碳减排目标。
对于铸造行业而言,在熔炼、热处理等多工序中产生的碳排放分为直接排放和间接排放:直接排放包括燃料排放和材料排放,如熔炼过程中化石燃料燃烧、树脂受热分解等产生的碳排放;间接排放包括消耗外购的电、热和蒸汽等产生的碳排放。随着国家“双碳”战略的逐步推进,铸造企业开展降碳减排相关研究也是大势所趋。本研究对于钢铁企业主工序流程碳排放建模与仿真及流程改造的研究思路、方法,也可为铸造行业碳排放测算、节能减排工艺研究等提供参考和借鉴,助力铸造行业早日实现“双碳”目标。
作者:侯明君 王才加尚 陈众 计效园 谢敬佩 周建新
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式

中小企业数字化转型框架与总路线图


