2021-06-27

еҜјиҜӯпјҡй«ҳжжҲ–й«ҳз«Ҝж•°жҺ§жңәеәҠзҡ„е®ҡд№үе…·жңүй«ҳйҖҹзІҫеҜҶжҷәиғҪеӨҚеҗҲеӨҡиҪҙиҒ”еҠЁзҪ‘з»ңйҖҡдҝЎзӯүеҠҹиғҪзҡ„ж•°жҺ§жңәеәҠе…¶еҸ‘еұ•иұЎеҫҒзқҖеӣҪ家зӣ®еүҚзҡ„жңәеәҠеҲ¶йҖ дёҡеҚ е…Ёдё–з•ҢжңәеәҠдә§дёҡеҸ‘еұ•зҡ„е…Ҳиҝӣйҳ¶ж®өеӣ жӯӨеӣҪйҷ…дёҠжҠҠдә”иҪҙиҒ”еҠЁж•°жҺ§жңәеәҠзӯүй«ҳжжңәеәҠжҠҖжңҜдҪңдёәдёҖдёӘеӣҪ家е·ҘдёҡеҢ–зҡ„йҮҚиҰҒж Үеҝ—
вҖңй«ҳжЎЈвҖқвҖңж•°жҺ§вҖқвҖңжңәеәҠвҖқпјҢиҝҷе…ӯдёӘеӯ—еҢ…еҗ«дёүеұӮжҰӮеҝөпјҢжҲ‘们дёҖеұӮдёҖеұӮжқҘзңӢгҖӮ
йҰ–е…ҲпјҢд»Җд№ҲжҳҜвҖңжңәеәҠвҖқпјҹ
зӢӯд№үдёҠзҡ„вҖңжңәеәҠвҖқйҖҡеёёжҢҮзҡ„жҳҜвҖңеҲҮеүҠжңәеәҠвҖқпјҲиҜҙвҖңзӢӯд№үдёҠвҖқпјҢжҳҜеӣ дёәзҺ°еңЁд№ҹеҮәзҺ°дәҶзұ»дјјдәҺ3Dжү“еҚ°зӯүеўһжқҗеҲ¶йҖ жңәеәҠжҲ–е…¶д»–зү№з§ҚжңәеәҠпјүпјҢеҲҮеүҠжңәеәҠйҮҮз”ЁеҲҮеүҠзҡ„ж–№жі•е°Ҷе·Ҙ件жҜӣеқҜеҠ е·ҘжҲҗжңәеҷЁйӣ¶д»¶зҡ„жңәеҷЁгҖӮд№ҹе°ұжҳҜиҜҙпјҢжңәеәҠжҳҜеҲ¶йҖ жңәеҷЁзҡ„жңәеҷЁпјҢжүҖд»Ҙд№ҹз§°дёәвҖңе·ҘдҪңжҜҚжңәвҖқпјҢж—ҘиҜӯдёӯз§°дёәвҖңе·ҘдҪңж©ҹжў°пјҲгҒ“гҒҶгҒ•гҒҸгҒҚгҒӢгҒ„пјүвҖқпјҢиӢұиҜӯдёӯз§°дёәвҖңMachine ToolsвҖқгҖӮ
第дёҖеҸ°зңҹжӯЈж„Ҹд№үдёҠзҡ„жңәеәҠе…¶е®һжҳҜдёҖеҸ°й•—еәҠпјҢз”ұиӢұеӣҪе®һдёҡ家John WilkinsonдәҺ1775е№ҙеҸ‘жҳҺ[1]гҖӮиҝҷеҸ°й•—еәҠжңҖејҖе§Ӣзҡ„еҸ‘жҳҺеҠЁжңәжҳҜдёәдәҶи§ЈеҶіеҪ“ж—¶еҶӣдәӢдёҠеҲ¶йҖ й«ҳзІҫеәҰеӨ§зӮ®зӮ®зӯ’зҡ„е®һйҷ…й—®йўҳгҖӮ
й•—еүҠеҠ е·ҘжҳҜдёҖз§Қз”ЁеҲҖе…·жү©еӨ§еӣһиҪ¬е·Ҙ件дёҠеӯ”жҲ–е…¶е®ғеңҶеҪўиҪ®е»“еҶ…еҫ„зҡ„еҲҮеүҠе·ҘиүәгҖӮе…¶дёҺиҪҰеүҠзӣёеҜ№еә”пјҢиҪҰеүҠжҳҜдёҖз§Қз”ЁеҲҖе…·еҮҸе°ҸеӣһиҪ¬е·Ҙ件зҡ„еӨ–еҫ„жҲ–иҝӣиЎҢз«ҜйқўжҲҗеһӢзҡ„еҲҮеүҠе·ҘиүәгҖӮ[2]

й•—еүҠпјҲе·Ұиҫ№пјүе’ҢиҪҰеүҠпјҲеҸіиҫ№пјүиҝҮзЁӢ
47еІҒзҡ„WilkinsonеңЁд»–зҲ¶дәІзҡ„е·ҘеҺӮйҮҢз»ҸиҝҮдёҚж–ӯеҠӘеҠӣпјҢз»ҲдәҺеҲ¶йҖ еҮәдәҶиҝҷз§ҚиғҪд»ҘзҪ•и§Ғзҡ„зІҫеәҰеҲ¶йҖ еҮәеӨ§зӮ®зӮ®зӯ’зҡ„ж–°жңәеҷЁгҖӮе·ҘдҪңеҺҹзҗҶжҳҜпјҡйҖҡиҝҮж°ҙиҪ®дҪҝеӣәе®ҡдәҶй•—еҲҖзҡ„иҪ¬иҪҙж—ӢиҪ¬пјҢ并дҪҝе…¶зӣёеҜ№еңҶзӯ’еҪўе·Ҙ件жҺЁиҝӣпјҢеҰӮдёӢеӣҫгҖӮе…¶дёӯпјҢеӣәе®ҡдәҶй•—еҲҖзҡ„иҪ¬иҪҙз©ҝиҝҮеңҶзӯ’并еңЁдёӨз«Ҝж”Ҝж’‘пјҢз”ұдәҺеҲҖе…·дёҺе·Ҙ件д№Ӣй—ҙе…·жңүзӣёеҜ№иҝҗеҠЁпјҢжқҗж–ҷе°ұиў«й•—еҮәзІҫеәҰеҫҲй«ҳзҡ„еңҶжҹұеҪўеӯ”жҙһгҖӮ
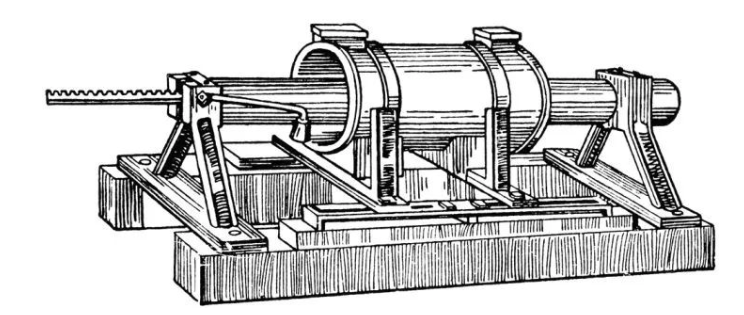
第дёҖеҸ°й•—еәҠзӨәж„Ҹеӣҫ
并且иҜҘй•—еәҠеҗҺжқҘиў«з”ЁдәҺи’ёжұҪжңәж°”зјёзҡ„еҠ е·ҘгҖӮиө·еӣ жҳҜJames WattеҸ‘жҳҺи’ёжұҪжңәд№ӢеҗҺпјҢеҸ‘зҺ°йҮҮз”Ёй”»йҖ зҡ„ж–№жі•еҲ¶йҖ и’ёжұҪжңәж°”зјёеҚҒеҲҶеӣ°йҡҫпјҢдё”ж°”зјёз”ұдәҺеҲ¶йҖ зІҫеәҰиҝҮдҪҺпјҢжјҸж°”дёҘйҮҚпјҢйҷҗеҲ¶дәҶи’ёжұҪжңәзҡ„еҲ¶йҖ еҸҠе…¶дҪҝз”Ёж•ҲзҺҮзҡ„жҸҗй«ҳгҖӮ[3]еңЁйҮҮз”ЁдәҶиҜҘй•—еәҠд№ӢеҗҺпјҢеҸҜд»ҘеҲ¶йҖ 50иӢұеҜёд»ҘдёҠзҡ„й«ҳзІҫеәҰж°”зјёпјҢжһҒеӨ§ең°жҸҗеҚҮдәҶи’ёжұҪжңәж°”зјёзҡ„еҠ е·ҘиҙЁйҮҸе’Ңз”ҹдә§ж•ҲзҺҮпјҢ并еӣ жӯӨиҺ·еҫ—дәҶе·ЁеӨ§зҡ„жҲҗеҠҹгҖӮ
д№ӢеҗҺпјҢдёәдәҶж»Ўи¶іеҗ„з§ҚдёҚеҗҢеҠ е·Ҙе·Ҙиүәзҡ„йңҖжұӮпјҢеҸҲзӣёз»§еҮәзҺ°дәҶиҪҰеәҠгҖҒй“ЈеәҠгҖҒеҲЁеәҠгҖҒзЈЁеәҠгҖҒй’»еәҠзӯүзӯүеҗ„з§Қзұ»еһӢзҡ„жңәеәҠгҖӮ[4]

й’»еүҠпјҲе·Ұиҫ№пјүе’Ңй“ЈеүҠпјҲеҸіиҫ№пјүиҝҮзЁӢ
然еҗҺпјҢд»Җд№ҲжҳҜвҖңж•°жҺ§жңәеәҠвҖқпјҹ
第дёҖеҸ°з”өеӯҗи®Ўз®—жңәдәҺ1946е№ҙ2жңҲ14ж—ҘеңЁзҫҺеӣҪе®ҫеӨ•жі•е°јдәҡеӨ§еӯҰпјҲUniversity of PennsylvaniaпјүиҜһз”ҹгҖӮе…¶жңҖеҲқз ”еҸ‘еҠЁжңәжҳҜеңЁдәҢжҲҳиғҢжҷҜдёӢпјҢеә”зҫҺеӣҪеҶӣж–№иҰҒжұӮпјҢеҲ¶йҖ дёҖз§Қд»Ҙз”өеӯҗз®Ўд»Јжӣҝ继з”өеҷЁзҡ„вҖңз”өеӯҗеҢ–вҖқи®Ўз®—иЈ…зҪ®пјҢз”ЁжқҘи®Ўз®—зӮ®еј№еј№йҒ“гҖӮ
6 е№ҙеҗҺпјҢеҚіеңЁ 1952 е№ҙпјҢParsonsе…¬еҸёдёҺйә»зңҒзҗҶе·ҘеӯҰйҷўпјҲMITпјүеҗҲдҪңпјҢз»“еҗҲеҹәдәҺз”өеӯҗи®Ўз®—жңәзҡ„ж•°еӯ—жҺ§еҲ¶зі»з»ҹпјҲNumerical Control SystemпјүдёҺиҫӣиҫӣйӮЈжҸҗе…¬еҸёпјҲ Cincinnati пјүзҡ„й“ЈеәҠпјҢз ”еҸ‘еҮә第дёҖеҸ°NCпјҲNumerical Controlпјүе·ҘдҪңжҜҚжңәпјҲеҸҲз§°вҖңж•°еӯ—жҺ§еҲ¶жңәеәҠвҖқпјүпјҢд»ҺжӯӨпјҢдј з»ҹжңәеәҠдә§з”ҹдәҶиҙЁзҡ„еҸҳеҢ–пјҢж Үеҝ—зқҖжңәеәҠејҖе§Ӣиҝӣе…Ҙж•°жҺ§ж—¶д»ЈгҖӮ[5]

第дёҖеҸ°ж•°жҺ§жңәеәҠпјҲй“ЈеәҠпјү
еҸҲиҝҮдәҶ6е№ҙпјҢ1958е№ҙйә»зңҒзҗҶе·ҘеӯҰйҷўеңЁзҫҺеӣҪеҶӣж–№иөһеҠ©дёӢдёҺеӨҡ家дјҒдёҡеҗҲдҪңеҸҲејҖеҸ‘еҮәAPTпјҲAutomatic Programming toolsпјү[6]пјҢеҚідёҖз§Қй«ҳзә§и®Ўз®—жңәзј–зЁӢиҜӯиЁҖпјҢз”ЁжқҘз”ҹжҲҗж•°жҺ§жңәеәҠзҡ„е·ҘдҪңжҢҮд»ӨгҖӮзҺ°еңЁжңҖеёёи§Ғзҡ„дёҖз§ҚжҳҜйҮҮз”ЁRS-274ж јејҸжҢҮд»ӨпјҢйҖҡеёёз§°дёәвҖңGд»Јз ҒвҖқгҖӮ[7]
з»ҸиҝҮи®Ўз®—жңәжҠҖжңҜзҡ„дёҚж–ӯеҸ‘еұ•пјҢеҫ®еӨ„зҗҶеҷЁиў«еә”з”ЁеҲ°ж•°еӯ—жҺ§еҲ¶дёҠпјҢеӨ§е№…жҸҗеҚҮеҠҹиғҪпјҢжӯӨзұ»зі»з»ҹеҚіз§°дёәи®Ўз®—жңәж•°еӯ—жҺ§еҲ¶пјҲCNCпјҢ Computer Numerical ControlпјүпјҢеә”з”ЁжӯӨзі»з»ҹзҡ„жңәеәҠд№ҹиў«з§°дёәCNCжңәеәҠпјҢеҚіи®Ўз®—жңәж•°еӯ—жҺ§еҲ¶жңәеәҠпјҢжҲ–з®Җз§°дёәвҖңж•°жҺ§жңәеәҠвҖқгҖӮ
ж•°жҺ§жңәеәҠдёӯзҡ„ж•°еӯ—жҺ§еҲ¶пјҲNumerical ControlпјүжҠҖжңҜжҳҜз”Ёж•°еӯ—еҢ–дҝЎеҸ·еҜ№жңәеәҠзҡ„иҝҗеҠЁеҸҠе…¶еҠ е·ҘиҝҮзЁӢиҝӣиЎҢжҺ§еҲ¶зҡ„дёҖз§ҚжҠҖжңҜж–№жі•гҖӮж•°жҺ§жңәеәҠжҳҜйҮҮз”ЁдәҶж•°жҺ§жҠҖжңҜзҡ„жңәеәҠпјҢжҲ–иҖ…иҜҙжҳҜиЈ…еӨҮдәҶж•°жҺ§зі»з»ҹзҡ„жңәеәҠгҖӮ
еӣҪйҷ…дҝЎжҒҜеӨ„зҗҶиҒ”зӣҹпјҲInternational Federation of Information ProcessingпјҢIFIPпјү第дә”жҠҖжңҜ委е‘ҳдјҡпјҢеҜ№ж•°жҺ§жңәеәҠзҡ„е®ҡд№үпјҡж•°жҺ§жңәеәҠжҳҜиЈ…жңүзЁӢеәҸжҺ§еҲ¶зі»з»ҹзҡ„жңәеәҠгҖӮиҜҘжҺ§еҲ¶зі»з»ҹиғҪйҖ»иҫ‘ең°еӨ„зҗҶе…·жңүжҺ§еҲ¶зј–з ҒжҲ–е…¶д»–з¬ҰеҸ·жҢҮд»Өзҡ„зЁӢеәҸпјҢ并е°Ҷе…¶иҜ‘з ҒпјҢз”Ёд»Јз ҒеҢ–зҡ„ж•°еӯ—иЎЁзӨәпјҢйҖҡиҝҮдҝЎжҒҜиҪҪдҪ“иҫ“е…Ҙж•°жҺ§зі»з»ҹгҖӮз»ҸиҝҮиҝҗз®—еӨ„зҗҶз”ұж•°жҺ§иЈ…зҪ®еҸ‘еҮәеҗ„з§ҚжҺ§еҲ¶дҝЎеҸ·пјҢжҺ§еҲ¶жңәеәҠзҡ„еҠЁдҪңпјҢжҢүиҰҒжұӮиҮӘеҠЁе°Ҷйӣ¶д»¶еҠ е·ҘеҮәжқҘгҖӮ

ж•°жҺ§жңәеәҠзҡ„еҠ е·ҘиҝҮзЁӢ
ж•°жҺ§жңәеәҠеҠ е·Ҙж—¶пјҢз”ұж•°жҺ§зі»з»ҹжҢүз…§йӣ¶д»¶зЁӢеәҸзҡ„иҰҒжұӮпјҢе°ҶеҲҖе…·дёҺе·Ҙ件зҡ„иҝҗеҠЁеқҗж ҮеҲҶеүІжҲҗдёҖдәӣжңҖе°Ҹзҡ„еҚ•дҪҚйҮҸпјҢеҚіжңҖе°ҸдҪҚ移йҮҸгҖӮйҖҡиҝҮдјәжңҚзі»з»ҹй©ұеҠЁпјҢдҪҝеқҗж Ү移еҠЁиӢҘе№ІдёӘжңҖе°ҸдҪҚ移йҮҸпјҲеҚіжҺ§еҲ¶еҲҖе…·иҝҗеҠЁиҪЁиҝ№пјүпјҢд»ҺиҖҢе®һзҺ°еҲҖе…·дёҺе·Ҙ件зҡ„зӣёеҜ№иҝҗеҠЁпјҢе®ҢжҲҗеҜ№йӣ¶д»¶зҡ„еҠ е·ҘгҖӮ
еҲҖе…·жІҝеҗ„еқҗж ҮиҪҙзҡ„зӣёеҜ№иҝҗеҠЁпјҢжҳҜд»Ҙи„үеҶІеҪ“йҮҸдёәеҚ•дҪҚзҡ„пјҲmm/pulseпјүгҖӮеҪ“иө°еҲҖиҪЁиҝ№дёәзӣҙзәҝжҲ–еңҶеј§ж—¶пјҢж•°жҺ§иЈ…зҪ®еҲҷеңЁзәҝж®өжҲ–еңҶеј§зҡ„иө·зӮ№е’Ңз»ҲзӮ№еқҗж ҮеҖјд№Ӣй—ҙиҝӣиЎҢвҖңж•°жҚ®зӮ№зҡ„еҜҶеҢ–вҖқпјҢжұӮеҮәдёҖзі»еҲ—дёӯй—ҙзӮ№зҡ„еқҗж ҮеҖјпјҢ然еҗҺжҢүдёӯй—ҙзӮ№зҡ„еқҗж ҮеҖјпјҢеҗ‘еҗ„еқҗж Үиҫ“еҮәи„үеҶІпјҢдҝқиҜҒеҠ е·ҘеҮәйңҖиҰҒзҡ„зӣҙзәҝжҲ–еңҶеј§зӯүиҪ®е»“гҖӮ
ж•°жҺ§иЈ…зҪ®иҝӣиЎҢзҡ„иҝҷз§ҚвҖңж•°жҚ®зӮ№зҡ„еҜҶеҢ–вҖқзҡ„иҝҮзЁӢз§°дёәжҸ’иЎҘпјҢдёҖиҲ¬ж•°жҺ§иЈ…зҪ®йғҪе…·жңүеҜ№еҹәжң¬еҮҪж•°пјҲеҰӮзӣҙзәҝеҮҪж•°е’ҢеңҶеҮҪж•°пјүиҝӣиЎҢжҸ’иЎҘзҡ„еҠҹиғҪгҖӮе®һйҷ…дёҠпјҢеңЁж•°жҺ§жңәеәҠдёҠеҠ е·Ҙд»»ж„ҸжӣІзәҝLзҡ„йӣ¶д»¶пјҢжҳҜз”ұиҜҘж•°жҺ§иЈ…зҪ®жүҖиғҪеӨ„зҗҶзҡ„еҹәжң¬ж•°еӯҰеҮҪж•°жқҘйҖјиҝ‘зҡ„пјҢдҫӢеҰӮзӣҙзәҝгҖҒеңҶеј§зӯүгҖӮиҮӘ然пјҢйҖјиҝ‘иҜҜе·®еҝ…йЎ»ж»Ўи¶ійӣ¶д»¶еӣҫж ·иҰҒжұӮгҖӮ
дёҺдј з»ҹжңәеәҠзӣёжҜ”пјҢж•°жҺ§жңәеәҠе…·жңүд»ҘдёӢдјҳзӮ№пјҡ
еҠ е·ҘзІҫеәҰй«ҳпјҢиҙЁйҮҸзЁіе®ҡгҖӮж•°жҺ§зі»з»ҹжҜҸиҫ“еҮәдёҖдёӘи„үеҶІпјҢжңәеәҠ移еҠЁйғЁд»¶зҡ„дҪҚ移йҮҸз§°дёәи„үеҶІеҪ“йҮҸпјҢж•°жҺ§жңәеәҠзҡ„и„үеҶІеҪ“йҮҸдёҖиҲ¬дёә0.001mmпјҢй«ҳзІҫеәҰзҡ„ж•°жҺ§жңәеәҠеҸҜиҫҫ0.0001mmпјҢе…¶иҝҗеҠЁеҲҶиҫЁзҺҮиҝңй«ҳдәҺжҷ®йҖҡжңәеәҠгҖӮеҸҰеӨ–пјҢж•°жҺ§жңәеәҠе…·жңүдҪҚзҪ®жЈҖжөӢиЈ…зҪ®пјҢеҸҜе°Ҷ移еҠЁйғЁд»¶е®һйҷ…дҪҚ移йҮҸжҲ–дёқжқ гҖҒдјәжңҚз”өеҠЁжңәзҡ„иҪ¬и§’еҸҚйҰҲеҲ°ж•°жҺ§зі»з»ҹпјҢ并иҝӣиЎҢиЎҘеҒҝгҖӮеӣ жӯӨпјҢеҸҜиҺ·еҫ—жҜ”жңәеәҠжң¬иә«зІҫеәҰиҝҳй«ҳзҡ„еҠ е·ҘзІҫеәҰгҖӮж•°жҺ§жңәеәҠеҠ е·Ҙйӣ¶д»¶зҡ„иҙЁйҮҸз”ұжңәеәҠдҝқиҜҒпјҢж— дәәдёәж“ҚдҪңиҜҜе·®зҡ„еҪұе“ҚпјҢжүҖд»ҘеҗҢдёҖжү№йӣ¶д»¶зҡ„е°әеҜёдёҖиҮҙжҖ§еҘҪпјҢиҙЁйҮҸзЁіе®ҡгҖӮ
иғҪе®ҢжҲҗжҷ®йҖҡжңәеәҠйҡҫд»Ҙе®ҢжҲҗжҲ–ж №жң¬дёҚиғҪеҠ е·Ҙзҡ„еӨҚжқӮйӣ¶д»¶еҠ е·ҘгҖӮдҫӢеҰӮпјҢйҮҮз”ЁдәҢиҪҙиҒ”еҠЁжҲ–дәҢиҪҙд»ҘдёҠиҒ”еҠЁзҡ„ж•°жҺ§жңәеәҠпјҢеҸҜеҠ е·ҘжҜҚзәҝдёәжӣІзәҝзҡ„ж—ӢиҪ¬дҪ“жӣІйқўйӣ¶д»¶гҖҒеҮёиҪ®йӣ¶д»¶е’Ңеҗ„з§ҚеӨҚжқӮз©әй—ҙжӣІйқўзұ»йӣ¶д»¶гҖӮ
з”ҹдә§ж•ҲзҺҮй«ҳгҖӮж•°жҺ§жңәеәҠзҡ„дё»иҪҙиҪ¬йҖҹе’Ңиҝӣз»ҷйҮҸиҢғеӣҙжҜ”жҷ®йҖҡжңәеәҠзҡ„иҢғеӣҙеӨ§пјҢиүҜеҘҪзҡ„з»“жһ„еҲҡжҖ§е…Ғи®ёж•°жҺ§жңәеәҠйҮҮз”ЁеӨ§зҡ„еҲҮеүҠз”ЁйҮҸпјҢд»ҺиҖҢжңүж•Ҳең°иҠӮзңҒдәҶжңәеҠЁж—¶й—ҙгҖӮеҜ№жҹҗдәӣеӨҚжқӮйӣ¶д»¶зҡ„еҠ е·ҘпјҢеҰӮжһңйҮҮз”ЁеёҰжңүиҮӘеҠЁжҚўеҲҖиЈ…зҪ®зҡ„ж•°жҺ§еҠ е·ҘдёӯеҝғпјҢеҸҜе®һзҺ°еңЁдёҖж¬ЎиЈ…еӨ№дёӢиҝӣиЎҢеӨҡе·ҘеәҸзҡ„иҝһз»ӯеҠ е·ҘпјҢеҮҸе°‘дәҶеҚҠжҲҗе“Ғзҡ„е‘ЁиҪ¬ж—¶й—ҙпјҢз”ҹдә§зҺҮзҡ„жҸҗй«ҳжӣҙдёәжҳҺжҳҫгҖӮ
еҜ№дә§е“Ғж”№еһӢи®ҫи®Ўзҡ„йҖӮеә”жҖ§ејәгҖӮеҪ“иў«еҠ е·Ҙйӣ¶д»¶ж”№еһӢи®ҫи®ЎеҗҺпјҢеңЁж•°жҺ§жңәеәҠдёҠеҸӘйңҖеҸҳжҚўйӣ¶д»¶зҡ„еҠ е·ҘзЁӢеәҸпјҢи°ғж•ҙеҲҖе…·еҸӮж•°зӯүпјҢе°ұиғҪе®һзҺ°еҜ№ж”№еһӢи®ҫи®ЎеҗҺйӣ¶д»¶зҡ„еҠ е·ҘпјҢз”ҹдә§еҮҶеӨҮе‘ЁжңҹеӨ§еӨ§зј©зҹӯгҖӮеӣ жӯӨпјҢж•°жҺ§жңәеәҠеҸҜд»ҘеҫҲеҝ«ең°д»ҺеҠ е·ҘдёҖз§Қйӣ¶д»¶иҪ¬жҚўдёәеҠ е·ҘеҸҰдёҖз§Қж”№еһӢи®ҫи®ЎеҗҺзҡ„йӣ¶д»¶пјҢиҝҷе°ұдёәеҚ•д»¶гҖҒе°Ҹжү№йҮҸж–°иҜ•еҲ¶дә§е“Ғзҡ„еҠ е·ҘпјҢдёәдә§е“Ғз»“жһ„зҡ„йў‘з№Ғжӣҙж–°жҸҗдҫӣдәҶжһҒеӨ§зҡ„ж–№дҫҝгҖӮ
жңүеҲ©дәҺеҲ¶йҖ жҠҖжңҜеҗ‘з»јеҗҲиҮӘеҠЁеҢ–ж–№еҗ‘еҸ‘еұ•гҖӮж•°жҺ§жңәеәҠжҳҜжңәжў°еҠ е·ҘиҮӘеҠЁеҢ–зҡ„еҹәжң¬и®ҫеӨҮпјҢд»Ҙж•°жҺ§жңәеәҠдёәеҹәзЎҖе»әз«Ӣиө·жқҘзҡ„FMCпјҲFlexible Machine CenterпјҢжҹ”жҖ§еҠ е·ҘдёӯеҝғпјүгҖҒFMSпјҲFlexible manufacturing systemпјҢжҹ”жҖ§еҲ¶йҖ зі»з»ҹпјү[8]гҖҒCIMSпјҲComputer-integrated manufacturing systemпјҢи®Ўз®—жңәйӣҶжҲҗеҲ¶йҖ зі»з»ҹпјү[9]зӯүз»јеҗҲиҮӘеҠЁеҢ–зі»з»ҹдҪҝжңәжў°еҲ¶йҖ зҡ„йӣҶжҲҗеҢ–гҖҒжҷәиғҪеҢ–е’ҢиҮӘеҠЁеҢ–еҫ—д»Ҙе®һзҺ°гҖӮиҝҷжҳҜз”ұдәҺж•°жҺ§жңәеәҠжҺ§еҲ¶зі»з»ҹйҮҮз”Ёж•°еӯ—дҝЎжҒҜдёҺж ҮеҮҶеҢ–д»Јз Ғиҫ“е…ҘгҖҒ并具жңүйҖҡдҝЎжҺҘеҸЈпјҢе®№жҳ“е®һзҺ°ж•°жҺ§жңәеәҠд№Ӣй—ҙзҡ„ж•°жҚ®йҖҡдҝЎпјҢжңҖйҖӮе®ңи®Ўз®—жңәд№Ӣй—ҙзҡ„иҒ”жҺҘпјҢз»„жҲҗе·ҘдёҡжҺ§еҲ¶зҪ‘з»ңпјҢе®һзҺ°иҮӘеҠЁеҢ–з”ҹдә§иҝҮзЁӢзҡ„и®Ўз®—гҖҒз®ЎзҗҶе’ҢжҺ§еҲ¶гҖӮ
зӣ‘жҺ§еҠҹиғҪејәпјҢе…·жңүж•…йҡңиҜҠж–ӯзҡ„иғҪеҠӣгҖӮCNCзі»з»ҹдёҚд»…жҺ§еҲ¶жңәеәҠзҡ„иҝҗеҠЁпјҢиҖҢдё”еҸҜеҜ№жңәеәҠиҝӣиЎҢе…Ёйқўзӣ‘жҺ§гҖӮдҫӢеҰӮпјҢеҸҜеҜ№дёҖдәӣеј•иө·ж•…йҡңзҡ„еӣ зҙ жҸҗеүҚжҠҘиӯҰпјҢиҝӣиЎҢж•…йҡңиҜҠж–ӯзӯүпјҢжһҒеӨ§ең°жҸҗй«ҳдәҶжЈҖдҝ®зҡ„ж•ҲзҺҮгҖӮ
еҮҸиҪ»е·ҘдәәеҠіеҠЁејәеәҰгҖҒж”№е–„еҠіеҠЁжқЎд»¶гҖӮ
жңҖеҗҺпјҢд»Җд№ҲжҳҜвҖңй«ҳжЎЈж•°жҺ§жңәеәҠвҖқпјҹ
вҖңй«ҳжЎЈвҖқжҲ–вҖңй«ҳз«ҜвҖқж•°жҺ§жңәеәҠзҡ„е®ҡд№үпјҡе…·жңүй«ҳйҖҹгҖҒзІҫеҜҶгҖҒжҷәиғҪгҖҒеӨҚеҗҲгҖҒеӨҡиҪҙиҒ”еҠЁгҖҒзҪ‘з»ңйҖҡдҝЎзӯүеҠҹиғҪзҡ„ж•°жҺ§жңәеәҠгҖӮе…¶еҸ‘еұ•иұЎеҫҒзқҖеӣҪ家зӣ®еүҚзҡ„жңәеәҠеҲ¶йҖ дёҡеҚ е…Ёдё–з•ҢжңәеәҠдә§дёҡеҸ‘еұ•зҡ„е…Ҳиҝӣйҳ¶ж®өпјҢеӣ жӯӨеӣҪйҷ…дёҠжҠҠдә”иҪҙиҒ”еҠЁж•°жҺ§жңәеәҠзӯүй«ҳжЎЈжңәеәҠжҠҖжңҜдҪңдёәдёҖдёӘеӣҪ家е·ҘдёҡеҢ–зҡ„йҮҚиҰҒж Үеҝ—гҖӮ[10]

DMG дә”иҪҙеҠ е·Ҙдёӯеҝғ
ж•°жҺ§жңәеәҠжҢүжңәеәҠзҡ„еҠҹиғҪж°ҙе№іеҸҜеҲҶдёәдҪҺгҖҒдёӯгҖҒй«ҳдёүжЎЈгҖӮиҝҷз§ҚеҲҶзұ»ж–№ејҸпјҢеңЁжҲ‘еӣҪз”Ёзҡ„еҫҲеӨҡгҖӮдҪҺгҖҒдёӯгҖҒй«ҳжЎЈзҡ„з•ҢйҷҗжҳҜзӣёеҜ№зҡ„пјҢдёҚеҗҢж—¶жңҹзҡ„еҲ’еҲҶж ҮеҮҶжңүжүҖдёҚеҗҢпјҢе°ұзӣ®еүҚзҡ„еҸ‘еұ•ж°ҙе№іжқҘзңӢпјҢеӨ§дҪ“еҸҜд»Ҙд»Һд»ҘдёӢеҮ дёӘж–№йқўеҢәеҲҶпјҲеҪ“然пјҢиҝҷз§ҚеҲҶзұ»дёҚеҸҜиғҪеҢ…еҗ«жүҖжңүжҢҮж Үпјүпјҡ

й«ҳгҖҒдёӯгҖҒдҪҺжЎЈж•°жҺ§жңәеәҠеҜ№жҜ”
йҡҸзқҖе…Ҳиҝӣз”ҹдә§жҠҖжңҜзҡ„еҸ‘еұ•пјҢиҰҒжұӮзҺ°д»Јж•°жҺ§жңәеәҠеҗ‘зқҖй«ҳйҖҹеәҰгҖҒй«ҳзІҫеәҰгҖҒй«ҳеҸҜйқ жҖ§гҖҒжҷәиғҪеҢ–е’Ңжӣҙе®Ңе–„зҡ„еҠҹиғҪж–№еҗ‘дёҚж–ӯеҸ‘еұ•гҖӮ
жң¬ж–ҮиҪ¬иҮӘеҫ®дҝЎе…¬дј—еҸ·з§‘з ”зӢ— дҪңиҖ…пјҡжқҺеҒҘиҫү
жң¬ж–ҮдёәжҺҲжқғиҪ¬иҪҪж–Үз« пјҢе·Іж ҮжҳҺдҪңиҖ…е’ҢеҮәеӨ„пјҢж–Үз« еҶ…е®№д»…д»ЈиЎЁдҪңиҖ…и§ӮзӮ№гҖӮеҰӮйңҖиҪ¬иҪҪпјҢиҜ·дёҺдҪңиҖ…жҲ–жҺҲжқғеӘ’дҪ“иҒ”зі»гҖӮеҰӮеҜ№ж–Үз« еҶ…е®№жңүз–‘и®®пјҢиҜ·иҒ”зі»editor@xingongye.cnгҖӮ
жҡӮж— иҜ„и®ә,зӯүдҪ жҠўжІҷеҸ‘

еҜ№иҜқдҫҜеә·йҖүпјҡ д»ҺвҖңжҠўдҝ®вҖқеҲ°вҖңйў„йҳІвҖқпјҢжҷәиғҪITиҝҗз»ҙзҡ„жӯЈзЎ®жү“ејҖж–№ејҸ

дёӯе°ҸдјҒдёҡж•°еӯ—еҢ–иҪ¬еһӢжЎҶжһ¶дёҺжҖ»и·Ҝзәҝеӣҫ


